Introduction
Welding, a cornerstone of modern manufacturing and construction, has evolved significantly over the years. From traditional arc welding to cutting-edge laser techniques, the field continues to adapt to meet increasing demands for precision, efficiency, and versatility. This article provides a comprehensive comparison between laser welding and other welding methods, focusing on their respective strengths, limitations, and applications across various industries.
The Science Behind Laser Welding
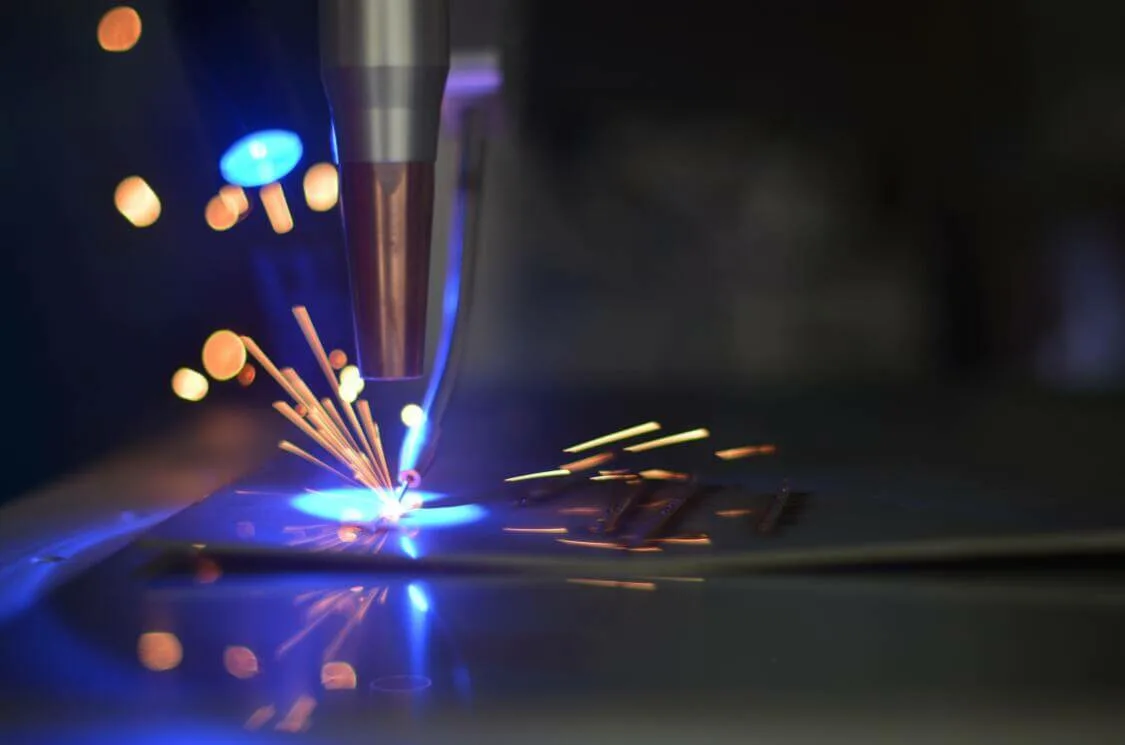
Laser welding utilizes a highly focused beam of light to melt and join materials. This process offers several unique advantages over traditional welding methods, primarily due to its precision and the ability to control heat input with great accuracy.
Principles of Laser Welding
The fundamental principle of laser welding involves concentrating a high-power laser beam onto a small spot on the workpiece. This concentrated energy rapidly heats the material to its melting point, creating a weld pool. As the laser moves along the desired weld path, the molten material solidifies behind it, forming a strong, precise weld.
Key aspects of the laser welding process include:
- High Power Density: Laser welding can achieve extremely high power densities, allowing for deep penetration and narrow welds.
- Rapid Heating and Cooling: The process involves quick heating of a small area, followed by rapid cooling, which can result in minimal distortion and a small heat-affected zone.
- Non-Contact Process: Since the laser beam doesn’t physically touch the workpiece, there’s no tool wear, and contamination risks are minimized.
Laser Types and Their Applications
Several types of lasers are used in welding, each with its own characteristics and optimal applications:
- CO2 Lasers: Best for welding plastics, acrylics, textiles, and some metals.
- Nd:YAG Lasers: Ideal for welding metals, including reflective ones.
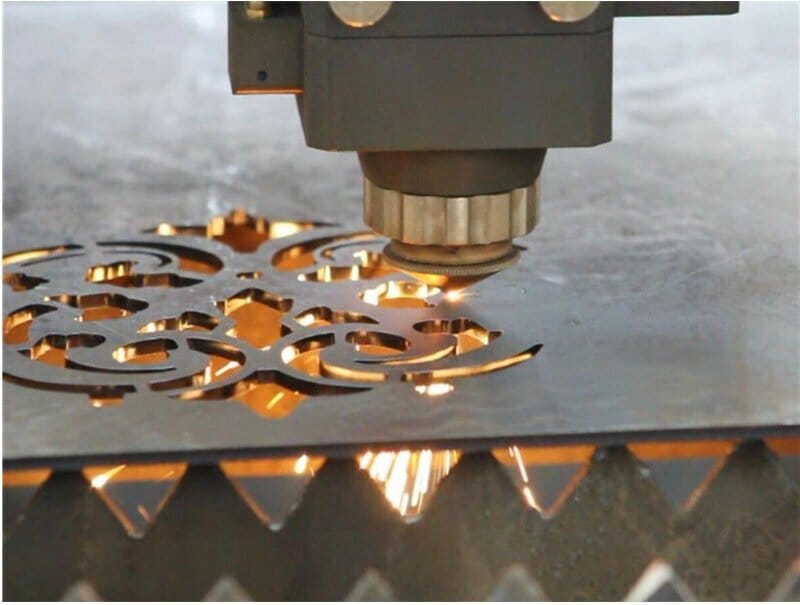
- Fiber Lasers: Excellent for high-speed welding of thin materials and precise welding of metals.
- Diode Lasers: Suitable for welding plastics and thin metal sheets.
Heat Affected Zone in Laser Welding
The Heat Affected Zone (HAZ) in laser welding is typically smaller compared to traditional welding methods. This results in reduced thermal distortion, minimal changes to material properties near the weld, and the ability to weld heat-sensitive components.
Advantages in Precision Manufacturing
Laser welding offers several key advantages in precision manufacturing:
- High Precision: Welds can be as narrow as 0.1mm.
- Repeatability: Computer-controlled laser systems ensure consistent results.
- Automation Friendly: Easily integrated into automated production lines.
- Flexibility: Can weld a wide range of materials and thicknesses.
- Clean Process: Minimal spatter and no electrode contamination.
Traditional Welding Techniques
While laser welding offers numerous advantages in precision and speed, traditional welding techniques continue to play a crucial role in many industries due to their versatility, cost-effectiveness, and suitability for various materials and conditions. Let’s explore some of the most common traditional welding methods:
Arc Welding Methods
1. TIG (Tungsten Inert Gas) Welding
Principle: TIG welding uses a non-consumable tungsten electrode to produce the weld. The arc is protected from atmospheric contamination by an inert shielding gas (usually argon or helium).
Historical Context: First used to weld magnesium in the aircraft industry during World War II, TIG welding was patented in 1942 by Russell Meredith at Northrop Aircraft Corporation.
Primary Industries: Aerospace, automotive, nuclear, petrochemical, and high-end fabrication.
Suitable Materials: Excellent for welding thin sections of stainless steel, non-ferrous metals like aluminum, magnesium, and copper alloys. It’s particularly valued for its ability to weld exotic metals like titanium.
Power Range: Typically 5-200 amps for thin materials, up to 500 amps for thicker materials.
Weld Depth and Precision: Capable of extremely precise welds, as thin as 0.1 mm. Weld depth can range from superficial to several millimeters, depending on the application and power settings.
Current Status: TIG welding remains a mainstream technique, especially for high-quality, precision welds. Its ability to produce clean, strong welds on a variety of metals ensures its continued relevance in modern manufacturing.
2. MIG (Metal Inert Gas) Welding
Principle: MIG welding uses a wire electrode that is continuously fed into the weld pool. The arc and weld pool are protected by an external supply of shielding gas.
Historical Context: Developed in 1948 at the Battelle Memorial Institute, it was initially used for welding aluminum and other non-ferrous materials.
Primary Industries: Automotive manufacturing and repair, general fabrication, construction, and shipbuilding.
Suitable Materials: Widely used for steel, stainless steel, and aluminum. It can be used on materials from thin sheets to thick plates.
Power Range: Typically 30-400 amps, with some high-end machines capable of up to 600 amps.
Weld Depth and Precision: MIG welding can achieve weld depths from about 1 mm to 13 mm in a single pass, depending on the power and technique used. While not as precise as TIG welding, modern MIG systems can achieve good precision, especially with pulsed power sources.
Current Status: MIG welding remains one of the most widely used welding processes in industry due to its speed, versatility, and ease of use. It continues to evolve with advancements in power source technology and wire feed systems.
3. SMAW (Shielded Metal Arc Welding)
Principle: SMAW uses a consumable electrode coated in flux to lay the weld. The electrode coating produces gases that protect the weld area from atmospheric contamination.
Historical Context: Developed in the late 19th century, with significant improvements made in the 1950s in electrode coating technology.
Primary Industries: Construction, pipeline welding, shipbuilding, and general repair work.
Suitable Materials: Can weld most common metals including steel, stainless steel, cast iron, and many alloys. It’s particularly useful for rusty or dirty metals.
Power Range: Typically 25-500 amps, depending on the electrode size and material thickness.
Weld Depth and Precision: Capable of deep penetration welds, typically from 3 mm to 19 mm in a single pass. Precision is lower compared to TIG or MIG welding due to the nature of the process and slag formation.
Current Status: While it has been superseded by more modern techniques in many applications, SMAW remains relevant due to its portability, versatility, and effectiveness in outdoor and rugged conditions. It’s still widely used in construction and field repair work.
4. SAW (Submerged Arc Welding)
Principle: The arc burns under a layer of granular flux, which melts to form a protective slag over the weld bead.
Historical Context: SAW was developed in the 1930s by the National Tube Company in the US, initially for manufacturing large-diameter steel pipes.
Primary Industries: Shipbuilding, pressure vessel manufacturing, large steel structures, pipe manufacturing.
Suitable Materials: Primarily used for carbon steel, low alloy steel, and stainless steel. Typically used for materials 6mm thick and above.
Current Range: 300-2000 amps, with some applications reaching up to 5000 amps.
Weld Depth and Precision: Single pass welds can reach 10-20mm deep. Multi-pass welds can join extremely thick plates. Due to full automation, weld quality consistency is high, but it’s not suitable for complex or fine welding work.
Current Status: SAW remains a mainstream technology in heavy industries requiring high-efficiency, high-deposition rate welding. With increasing automation, its application range continues to expand.
Gas Welding
Principle: Uses combustible gas (usually acetylene) mixed with oxygen to produce a high-temperature flame that melts the base metal and filler material.
Historical Context: Oxy-acetylene welding was developed in 1903 by French engineers Edmond Fouché and Charles Picard.
Primary Industries: Plumbing, automotive repair, small metal product manufacturing, artwork creation.
Suitable Materials: Suitable for various metals including steel, copper, aluminum, and cast iron. Particularly good for thin sheet materials.
Flame Temperature: Oxy-acetylene welding can reach temperatures of about 3,200°C.
Weld Depth and Precision: Typically used for materials under 6mm thick. Precision is relatively low, but skilled operators can achieve quite fine control.
Current Status: While largely replaced by other methods in large-scale industrial production, it’s still used in repair work, small-scale production, and specialized applications like jewelry making. Its portability and independence from electricity give it advantages in certain scenarios.
Resistance Welding
Principle: Uses heat generated by electrical resistance to melt and join metals.
1. Spot Welding
Principle: Applies pressure and current through two electrodes on either side of the workpieces.
Historical Context: Spot welding technology began in the early 20th century, with Elihu Thomson patenting it in 1925.
Primary Industries: Automotive manufacturing, appliance production, aerospace.
Suitable Materials: Mainly used for thin sheet metals such as low carbon steel, stainless steel, galvanized steel, aluminum alloys.
Current Range: Typically 1,000-20,000 amps, applied for durations from milliseconds to several seconds.
Weld Depth and Precision: Weld spot diameters typically range from 3-12mm, with depth depending on material thickness. High precision and good repeatability.
Current Status: Spot welding remains a mainstream technology in automated production lines, especially in automotive body assembly.
2. Seam Welding
Principle: Similar to spot welding, but uses wheel-shaped electrodes to produce continuous or intermittent seam welds.
Historical Context: Developed in the early 20th century as an extension of spot welding technology.
Primary Industries: Metal container manufacturing, automotive manufacturing, appliance production.
Suitable Materials: Suitable for most thin sheet metals, including steel, stainless steel, and some non-ferrous metals.
Current Range: Typically 5,000-50,000 amps.
Weld Depth and Precision: Can produce continuous sealed seams, typically 3-10mm wide. High precision, particularly suitable for applications requiring gas or liquid-tight seals.
Current Status: Seam welding remains the preferred technology in applications requiring long, continuous welds, such as in the manufacture of fuel tanks and food cans.
Specialized Welding Processes
1. Electron Beam Welding (EBW)
Principle: Uses a high-velocity electron beam to generate heat for welding. The process is performed in a vacuum.
Historical Context: EBW technology originated in the 1950s, discovered by German physicist Karl-Heinz Steigerwald while researching electron microscopes.
Primary Industries: Aerospace, nuclear industry, automotive (high-end applications), medical device manufacturing.
Suitable Materials: Can weld almost all metals and some special alloys. Particularly suitable for difficult-to-weld materials like titanium alloys and high-temperature alloys.
Power Range: Typically from 1kW to 100kW, with some special applications reaching several hundred kilowatts.
Weld Depth and Precision:
- Depth: Can reach 300mm in a single pass, offering the highest penetration capability of all welding methods.
- Precision: Weld width can be as small as 0.5mm, with an extremely small heat-affected zone.
Current Status: Remains the preferred technology in high-end applications requiring high depth-to-width ratio and high-quality welds. Its application range is expanding as equipment costs decrease and operation simplifies.
2. Plasma Arc Welding (PAW)
Principle: Uses a highly ionized gas (plasma) to produce a high-temperature arc for welding. The plasma arc is more concentrated and stable than a regular arc.
Historical Context: PAW technology was developed in the late 1950s by Robert Gage as an improvement on TIG welding.
Primary Industries: Aerospace, nuclear industry, chemical equipment manufacturing, precision machinery manufacturing.
Suitable Materials: Suitable for most metals, including stainless steel, nickel-based alloys, titanium alloys. Particularly suitable for welding thin sheets and precision components.
Current Range: Typically 0.1-100 amps, but can reach 300 amps for certain applications.
Weld Depth and Precision:
- Depth: Micro-plasma can weld 0.1mm thin sheets, while high-power PAW can reach depths of 10mm.
- Precision: Weld width can be 0.5-5mm, with a small heat-affected zone.
Current Status: Widely used in fields requiring high-quality, high-precision welding. Its application is expanding with developments in automation and precise control technology.
3. Friction Welding
Principle: Uses heat generated by friction to soften the metal at the contact surface, then joins under pressure. No filler material or shielding gas is required.
Historical Context: The concept of friction welding was first proposed in the 19th century, but practical applications didn’t begin until the 1950s.
Primary Industries: Automotive, aerospace, oil and gas industry.
Suitable Materials: Can weld a variety of similar or dissimilar metals, including steel, aluminum, copper, nickel-based alloys. Particularly suitable for joining cylindrical parts.
Power Range: Depends on workpiece size and material, can range from a few kilowatts to several hundred kilowatts.
Weld Depth and Precision:
- Depth: Theoretically unlimited, in practice can weld solid shafts up to 250mm in diameter.
- Precision: High joint quality, no porosity or inclusions.
Current Status: Remains the preferred technology in specific applications (such as drive shaft and turbine blade connections). With the emergence of new variants (like friction stir welding), its application range is continually expanding.
Comparison of Welding Techniques
To provide a comprehensive overview of the different welding techniques, let’s refer to the following comparison table:
| Characteristic | Laser Welding | Electron Beam Welding (EBW) | TIG Welding (GTAW) | MIG Welding (GMAW) | Submerged Arc Welding (SAW) | Friction Welding |
|---|---|---|---|---|---|---|
| Welding Precision | Very High (0.1mm) | Extremely High (0.5mm) | High | Moderate | Moderate | High |
| Thickness Range | 0.01mm – 10mm+ | Up to 300mm | 0.1mm – 6mm | 0.6mm – 50mm+ | 6mm – 40mm+ | 1mm – 100mm+ |
| Suitable Materials | Almost all metals, special alloys | All metals, reactive metals | Most metals, stainless steel, aluminum, titanium | Steel, stainless steel, aluminum | Carbon steel, low alloy steel | Most metals, dissimilar metals |
| Welding Speed | High (up to 10m/min) | High | Low (0.1-0.5m/min) | Moderate (1-2m/min) | High (0.5-5m/min) | Moderate |
| Heat Affected Zone | Very Small | Extremely Small | Small | Moderate | Large | Small |
| Equipment Cost | High | Very High | Low to Moderate | Moderate | Moderate to High | Moderate to High |
| Operating Cost | Low | High (vacuum required) | Moderate | Low to Moderate | Moderate (flux cost) | Low |
| Automation Potential | Very High | Very High | Moderate | High | Very High | High |
| Environmental Impact | Low (some fumes) | Very Low (vacuum) | Moderate (shielding gas) | Moderate (fumes) | Low (flux covers arc) | Very Low (no fumes) |
| Worker Skill Required | Moderate | High | Very High | Moderate | Low | Low |
| Joint Fit-up Requirement | Very Strict | Very Strict | Moderate | Flexible | Moderate | Strict |
| Power Source | Laser | Electron Beam | Electric Arc | Electric Arc | Electric Arc | Mechanical Friction |
| Shielding | Gas or None | Vacuum | Inert Gas | Gas | Flux | None |
| Filler Material | Optional | Usually None | Optional | Required | Required | None |
| Distortion | Very Low | Very Low | Low | Moderate | High | Low |
| Typical Applications | Automotive, electronics, medical devices | Aerospace, nuclear industry | Aerospace, chemical industry | General fabrication, automotive | Shipbuilding, large pipes | Automotive, oil & gas industry |
Note: The values and ranges provided are general and may vary depending on specific equipment, materials, and applications.
Conclusão
In conclusion, while each welding technique has its place in modern manufacturing, laser welding stands out in several key areas:
- Precision and Speed: With an unparalleled precision of 0.1mm and welding speeds up to 10m/min, laser welding is ideal for industries requiring high-quality, fast production such as automotive and electronics.
- Minimal Heat Affected Zone: This reduces material distortion, crucial for working with sensitive components and maintaining the integrity of the welded materials.
- Automation Potential: Laser welding’s high compatibility with automated systems makes it well-suited for modern, high-volume production environments.
- Material Versatility: The ability to work with a wide range of materials, including traditionally difficult-to-weld alloys, expands its applicability across various industries.
- Future Relevance: As industries continue to demand higher precision, faster production speeds, and the ability to work with advanced materials, laser welding is positioned to play an increasingly important role.
However, it’s important to note that traditional welding methods will continue to be valuable in many applications. The choice of welding technique should always be based on specific project requirements, material considerations, and economic factors. As manufacturing evolves, a thorough understanding of all available welding technologies will remain crucial for making informed decisions in production processes.