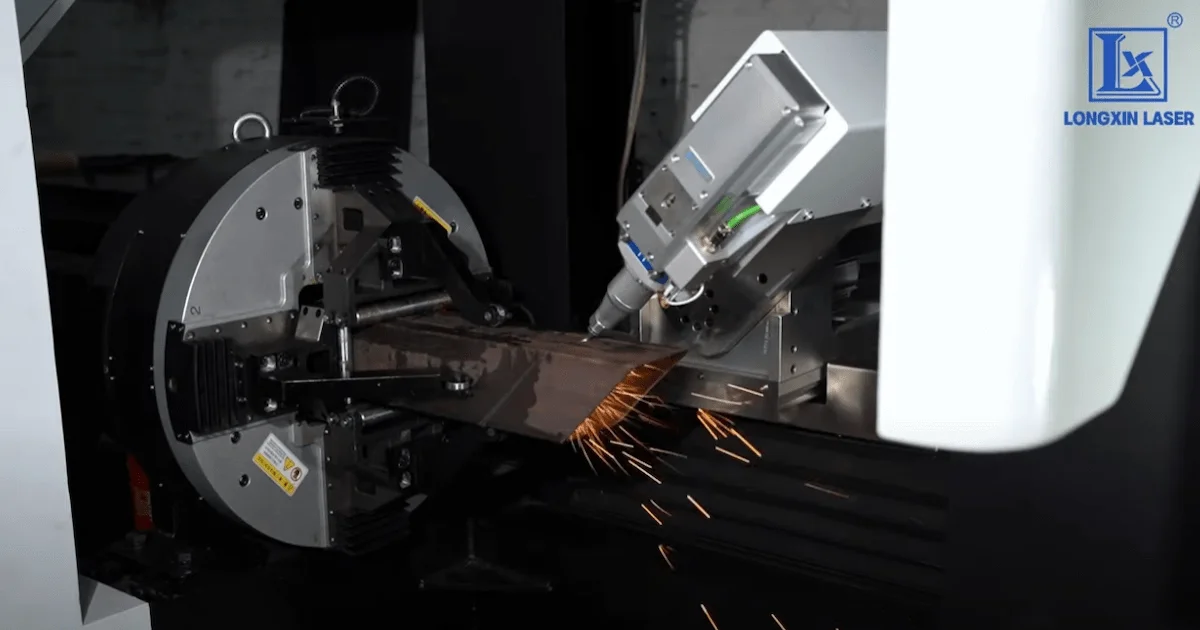
現代の金属加工において、金属パイプに正確な45度のベベル切断を実現するには、高度な技術に大きく依存しています チューブレーザー切断機. パイプレーザー切断技術は、高精度なベベル加工、クリーンな溶接前処理、そして安定した切断品質を実現し、建設、エネルギー、自動車、重機製造などの産業において不可欠な技術です。
1.金属管のベベルカットとは?
金属管のベベル・カットとは、垂直(90度)カットとは対照的に、管の端で行われる角度付きのカットを指します。一般的には45度で行われるが、用途に応じて他の角度に調整することもできる。このタイプのカットにより、特に溶接や組立工程で正確な接合が可能になる。
2.金属管のベベルカットとマイターカットの違い
ベベルカットとマイターカットの主な違いは、素材とブレードの位置に対するカットの向きにある:
(1) マイターカット:
マイターカットは、刃を垂直に(上下にまっすぐに)立てた状態で、管の幅(面)を90°以外の角度で横切ることによって行われる。のこぎりまたは切断刃は、材料の表面に対して水平に回転し、その結果、管の断面が斜めに切断される。マイター・カットは、フレームやアングル・ジョイントの構造など、2つの部材をコーナーで接合する場合によく使われる。例えば、45°のマイターカットで90°のコーナー・ジョイントを形成することができる。
(2) ベベルカット:
ベベルカットは、素材表面に対して90°未満の角度でブレードを傾け、チューブの厚み方向に傾斜したエッジを作る。ブレードを物理的に傾け、角度のついたエッジを作ります。開先切断は、溶接用のエッジを準備したり、管の厚みに沿って角度のあるエッジを作成するためによく使用されます。

主な相違点のまとめ
| 特徴 | ミターカット | ベベルカット |
|---|---|---|
| ブレードの向き | 垂直(ブレードはまっすぐ) | 傾斜(ブレードの角度が90°未満) |
| カット方向 | チューブの幅(面)を横切って | チューブの厚み(エッジ)を横切って |
| 代表的なアプリケーション | コーナーでのチューブ端の接合(フレームなど) | 溶接のためのエッジの準備、角度のあるエッジ |
| 角度調整 | ソーまたはチューブを水平に回転させる | 鋸刃を垂直に傾ける |
| 共通アングル | 通常45°(ただし90°未満は可能) | 90°未満のあらゆる角度(多くの場合、溶接前処理用 |
特記事項
- 複合カットは、マイター角とベベル角の両方を組み合わせたもので、複雑なジョイントに便利。
- レーザー切断機は45°までの開先切断が可能で、金属管加工の精度を高める。
- マイターカットはチューブの表面の向きを重視し、ベベルカットはチューブのエッジの角度を重視する。
3.チューブの45度開先切断装置
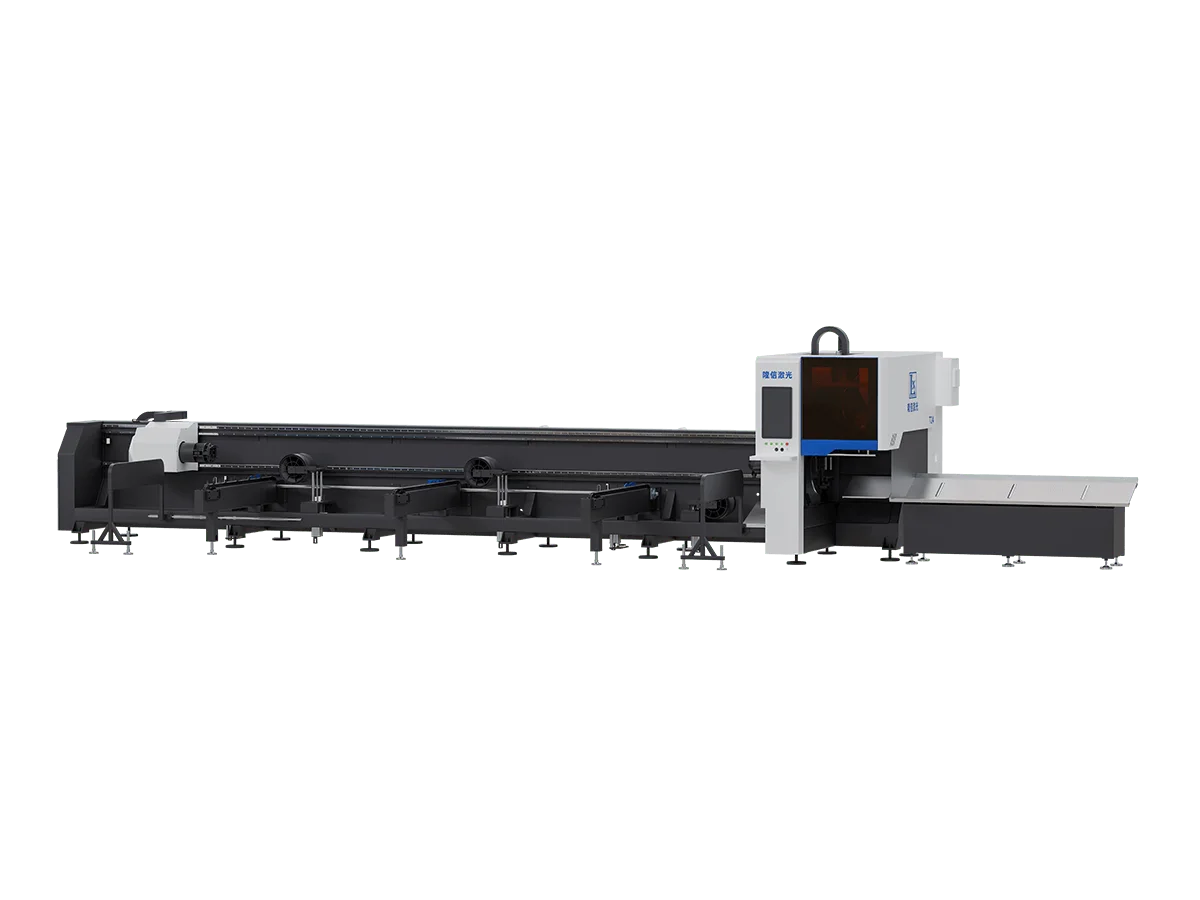
(1)3次元5軸レーザー管開先切断機
コア構造:3Dオシレーティングカッティングヘッド(±45°角度調整)と多軸リンクシステムを搭載し、1回の操作で連続円周切断と開先加工が可能。従来工法に比べ75%で能率アップ。
さまざまな金属管(スチール、ステンレス、アルミニウムなど)に適しており、高精度(0.1mmまで)、優れた切断品質、最小限の熱影響部(HAZ)を実現。精密溶接の準備に最適。
(2) パイプ開先切断機
チューブの開先加工と切断に特化した設計で、現場作業用に持ち運びが可能。
広い管径範囲(2~36インチまたはそれ以上)により、特に溶接の前処理において、迅速かつ正確な開先加工が可能。
取り付けが簡単で360°回転する "サドル型 "デザインで、さまざまなチューブ形状やサイズに対応するアタッチメントを装備。

(3) 油圧/空気式開先加工機
開先角度範囲:0°-45° 連続調整可能、切削深さコントロール可能。
現場施工や厚肉鋼管(20mm以上)に適している。

(4) 電動パンチングマシン
金型を使ってチューブ端に面取りを施す。
出力:3~4kW、パンチング径≤80mm。
処理速度:~10秒/カット(バッチ処理に最適)。

(5) 傾斜調整付きバンドソー
従来のバンドソーは、ブレードを傾けることで開先加工を行うことができますが、レーザーや開先加工専用機と比較すると、精度や効率は劣ります。簡単な開先加工が必要な場合や予算が限られている場合に適しています。
4.レーザーチューブカッターによる45度ベベルカットの方法
(1) チューブのクランプと位置決め
金属管は、レーザーカッターのクランプシステム(空気圧式または機械式チャック)に固定され、安定性を確保し、回転を可能にする。
(2) レーザー切断ヘッドの角度調整
3D回転カッティングヘッドは、設定された開先角度(例えば45°)に傾き、レーザービームとカッティング面の正確なアライメントを保証します。
(3) カッティング・パス・プログラミングと最適化
専用のソフトウェアがカッティングパスと開先角度を設計し、最適化されたパラメーター(レーザー出力、速度、ガスフローなど)で自動プログラムを生成します。
(4) 切削工程管理
カッティングヘッドがプログラムされた経路に沿って移動する間、チューブは回転し、360°連続開先加工を保証します。
自動焦点調節機能により、チューブの厚みと開先角度に応じた切断品質を維持。
(5) 完成と荷降ろし
切断後、チューブはさらなる加工(溶接など)のために荷揚げされる。
キーテクノロジー
- 3Dレーザー切断ヘッド:±45°の回転をサポートし、正確なビームアライメントを実現。
- スマートクランプ/回転システム:360°カッティングの安定性を確保。
- オートフォーカスシステム:フォーカスを動的に調整し、最適なカット品質を実現します。
- 高度な切削ソフトウェア:カッティングパスの生成と最適化
- 同期制御:カッティングヘッドの動きとチューブの回転を調整。
5.金属管における開先切断の用途
(1) 溶接の準備
高圧システムおよび構造用途において、強固な完全溶け込み継手のための深い溶接溶け込みを確保します。
(2) パイプ・チューブ製造
石油/ガス、造船、建設などの産業で精密なフィッティングを可能にし、フィラー材や欠陥の発生を抑える。
(3) 高純度アプリケーション
衛生的な環境(医薬品、食品加工、半導体)において、バリのない滑らかなエッジを提供します。
(4) 構造・建築製作
強度と美観のため、フレーム、支柱、建築部材に使用される。
(5) 自動車および航空宇宙
正確な組み立て角度を必要とする排気システム、シャーシ、機体部品に不可欠。
(6) ボイラーと熱交換器の製造
高温・高圧システム用の漏れのないジョイントを保証します。
(7) カスタム・ジョイント構成
厚肉パイプや特殊な応力分布に対応する高度な技術(J-プレップ、複合開先など)。
6.概要
開先切断は、溶接や建設から高純度や航空宇宙用途に至るまで、幅広い産業に不可欠な万能プロセスです。最適な結果を得るためには、精度と適切な機器の選択が鍵となります。







