In der modernen Metallverarbeitung hängt das Erreichen präziser 45-Grad-Fasenschnitte an Metallrohren stark von fortschrittlichen Technologien ab Rohrlaserschneidmaschinen. Die Rohrlaserschneidtechnologie ermöglicht präzise Fasen, eine saubere Schweißnahtvorbereitung und eine gleichbleibende Schnittqualität, wodurch sie für Branchen wie Bauwesen, Energie, Automobilindustrie und den Schwermaschinenbau unverzichtbar ist.
1. Was ist ein Schrägschnitt an Metallrohren?
Ein Schrägschnitt an einem Metallrohr bezeichnet einen schrägen Schnitt an der Kante des Rohrs im Gegensatz zu einem senkrechten (90-Grad-)Schnitt. Schrägschnitte werden in der Regel in einem Winkel von 45 Grad ausgeführt, können aber je nach Anwendung auch auf andere Winkel eingestellt werden. Diese Art von Schnitt ermöglicht eine präzise Verbindung, insbesondere bei Schweiß- oder Montageprozessen.
2. Unterschied zwischen Schräg- und Gehrungsschnitten an Metallrohren
Der Hauptunterschied zwischen Schräg- und Gehrungsschnitten liegt in der Ausrichtung des Schnitts relativ zum Material und der Position der Klinge:
(1) Gehrungsschnitt:
Ein Gehrungsschnitt wird ausgeführt, indem man quer zur Breite (Stirnseite) des Rohrs in einem Winkel von mehr als 90° schneidet, wobei die Klinge senkrecht (gerade nach oben und unten) gehalten wird. Die Säge oder das Schneidmesser wird relativ zur Materialoberfläche horizontal gedreht, was zu einem schrägen Schnitt über den Querschnitt des Rohrs führt. Gehrungsschnitte werden häufig verwendet, um zwei Teile an einer Ecke zu verbinden, beispielsweise bei Rahmen- oder Winkelverbindungen. Ein 45°-Gehrungsschnitt kann beispielsweise eine 90°-Eckverbindung bilden.
(2) Schrägschnitt:
Ein Schrägschnitt wird hergestellt, indem die Klinge in einem Winkel von weniger als 90° zur Materialoberfläche geneigt wird, wodurch eine schräge Kante durch die Dicke des Rohrs entsteht. Die Klinge wird physisch geneigt, wodurch eine abgewinkelte Kante entsteht. Schrägschnitte werden häufig verwendet, um Kanten für das Schweißen vorzubereiten oder um abgewinkelte Kanten entlang der Dicke des Rohrs zu erzeugen.

Zusammenfassung der wichtigsten Unterschiede
| Funktion | Gehrungsschnitt | Schrägschnitt |
|---|---|---|
| Klingenausrichtung | Vertikal (Klinge gerade) | Geneigt (Klinge weniger als 90° geneigt) |
| Schnittrichtung | Über die Breite (Vorderseite) des Rohrs | Über die Dicke (Kante) des Rohrs |
| Typische Anwendung | Verbindung von Rohrenden an Ecken (z. B. Rahmen) | Kanten für das Schweißen vorbereiten, abgewinkelte Kanten |
| Winkelverstellung | Säge oder Rohr horizontal drehen | Sägeblatt vertikal neigen |
| Gemeinsamer Winkel | Normalerweise 45° (aber jeder Winkel <90° möglich) | Jeder Winkel unter 90°, häufig für die Schweißvorbereitung |
Zusätzliche Hinweise
- Ein Verbundschnitt kombiniert sowohl Gehrungs- als auch Schrägwinkel und ist für komplexe Verbindungen nützlich.
- Laserrohrschneidemaschinen können Schrägschnitte bis zu 45° ausführen und verbessern so die Präzision bei der Metallrohrfertigung.
- Gehrungsschnitte konzentrieren sich auf die Oberflächenausrichtung des Rohrs, während Schrägschnitte sich auf den Kantenwinkel des Rohrs konzentrieren.
3. Ausrüstung zum Herstellen eines 45-Grad-Schrägschnitts an Rohren
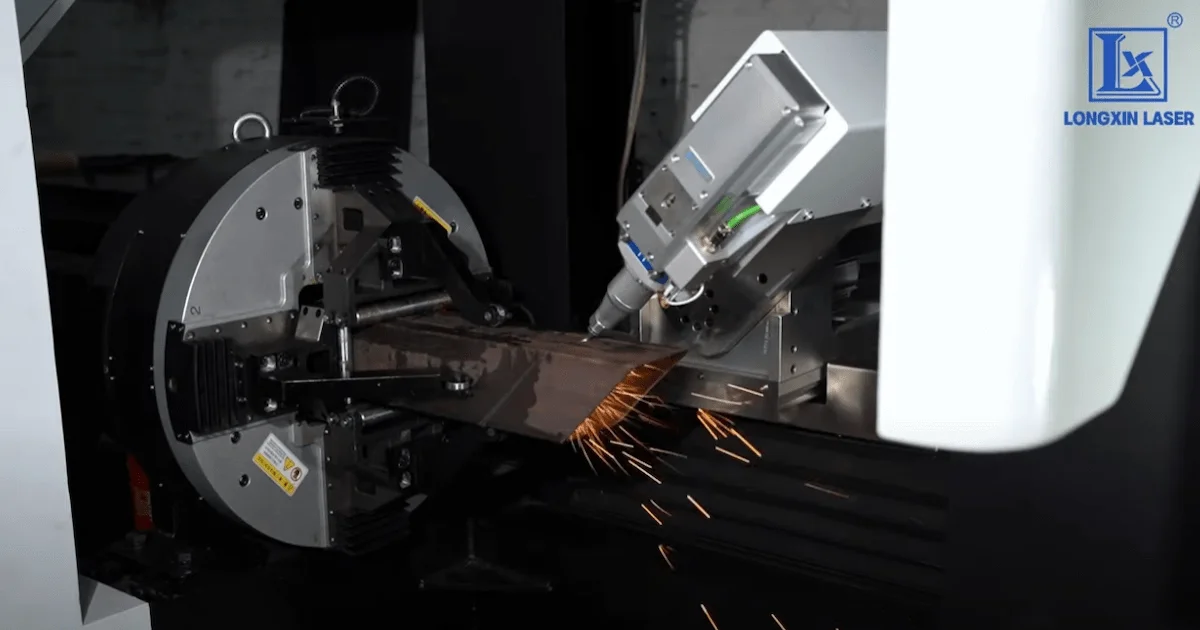
(1) 3D-Fünf-Achsen-Laser-Rohrschrägschnittmaschine
Kernstruktur: Ausgestattet mit einem 3D-oszillierenden Schneidkopf (±45° Winkelverstellung) und einem mehrachsigen Verbindungssystem, das kontinuierliches Umfangsschneiden und Abschrägen in einem einzigen Arbeitsgang ermöglicht. Die Effizienz verbessert sich um 75% im Vergleich zu herkömmlichen Methoden.
Geeignet für verschiedene Metallrohre (Stahl, Edelstahl, Aluminium usw.), mit hoher Präzision (bis zu 0,1 mm), ausgezeichneter Schnittqualität und minimalen Wärmeeinflusszonen (HAZ). Ideal für die präzise Schweißvorbereitung.
(2) Rohrschräg- und Schneidemaschinen
Speziell zum Abschrägen und Schneiden von Rohren entwickelt, oft tragbar für den Einsatz vor Ort.
Großer Rohrdurchmesserbereich (2 bis 36 Zoll oder größer), ermöglicht schnelles und präzises Anfasen, insbesondere für die Schweißvorbereitung.
Verfügt über ein “sattelartiges” Design für einfache Installation und 360°-Drehbarkeit, mit Aufsätzen für verschiedene Rohrformen und -größen.

(3) Hydraulische/pneumatische Anfasmaschinen
Neigungswinkelbereich: 0°–45°, stufenlos einstellbar, mit regelbarer Schnitttiefe.
Geeignet für die Bauausführung vor Ort und dickwandige Stahlrohre (>20 mm).

(4) Elektrische Stanzmaschinen
Verwendet Formen, um abgeschrägte Kanten an den Rohrenden zu erzeugen.
Leistung: 3–4 kW, mit Stanzdurchmessern ≤80 mm.
Verarbeitungsgeschwindigkeit: ~10 Sekunden pro Schnitt (ideal für die Stapelverarbeitung).

(5) Bandsäge mit Neigungsverstellung
Herkömmliche Bandsägen können durch Neigen des Sägeblatts Schrägschnitte ausführen, jedoch sind Präzision und Effizienz im Vergleich zu Laser- oder speziellen Schrägschneidemaschinen geringer. Geeignet für einfache Schrägschnitte oder bei begrenzten Budgets.
4. Wie ein Laserrohrschneider einen 45-Grad-Schrägschnitt ausführt
(1) Rohrklemmen und Positionierung
Das Metallrohr wird im Spannsystem des Laserschneiders (pneumatische oder mechanische Spannfutter) befestigt, um Stabilität zu gewährleisten und eine Drehung zu ermöglichen.
(2) Einstellung des Winkels des Laserschneidkopfes
Der rotierende 3D-Schneidkopf neigt sich um den eingestellten Fasenwinkel (z. B. 45°), wodurch eine präzise Ausrichtung zwischen dem Laserstrahl und der Schneidfläche gewährleistet wird.
(3) Programmierung und Optimierung des Schnittpfads
Spezialisierte Software entwirft den Schnittpfad und den Neigungswinkel und generiert ein automatisiertes Programm mit optimierten Parametern (Laserleistung, Geschwindigkeit, Gasfluss usw.).
(4) Steuerung des Schneidprozesses
Das Rohr dreht sich, während sich der Schneidkopf entlang der programmierten Bahn bewegt, wodurch eine kontinuierliche 360°-Anfasung gewährleistet wird.
Die automatische Fokuseinstellung sorgt für eine gleichbleibende Schnittqualität basierend auf der Rohrstärke und dem Abschrägungswinkel.
(5) Fertigstellung und Entladung
Nach dem Schneiden wird das Rohr zur weiteren Verarbeitung (z. B. Schweißen) entladen.
Schlüsseltechnologien
- 3D-Laserschneidkopf: Unterstützt eine Drehung um ±45° für eine präzise Strahlausrichtung.
- Intelligentes Klemm-/Drehsystem: Gewährleistet Stabilität für 360°-Schnitte.
- Autofokus-System: Passt den Fokus dynamisch an, um eine optimale Schnittqualität zu erzielen.
- Fortschrittliche Schneidsoftware: Erzeugt und optimiert Schneidepfade.
- Synchronisierte Steuerung: Koordiniert die Bewegung des Schneidkopfes und die Drehung des Rohrs.
5. Anwendungen des Schrägschnitts bei Metallrohren
(1) Schweißvorbereitung
Sorgt für eine tiefe Schweißnahtdurchdringung für starke, voll durchgeschweißte Verbindungen in Hochdrucksystemen und strukturellen Anwendungen.
(2) Rohr- und Rohrleitungsfertigung
Ermöglicht präzise Passungen in Branchen wie Öl/Gas, Schiffbau und Bauwesen und reduziert Füllmaterial und Fehler.
(3) Hochreine Anwendungen
Sorgt für glatte, gratfreie Kanten für hygienische Umgebungen (Pharmazeutika, Lebensmittelverarbeitung, Halbleiter).
(4) Strukturelle und architektonische Fertigung
Wird in Rahmen, Stützen und architektonischen Elementen für Festigkeit und Ästhetik verwendet.
(5) Automobilindustrie und Luft- und Raumfahrt
Entscheidend für Abgassysteme, Fahrgestelle und Flugzeugkomponenten, die präzise Montagewinkel erfordern.
(6) Herstellung von Kesseln und Wärmetauschern
Gewährleistet dichte Verbindungen für Hochtemperatur-/Hochdrucksysteme.
(7) Benutzerdefinierte Verbindungskonfigurationen
Fortgeschrittene Techniken (z. B. J-Vorbereitung, Verbundfasen) für dickwandige Rohre oder spezielle Spannungsverteilungen.
6. Zusammenfassung
Das Schrägschneiden ist ein vielseitiges Verfahren, das für Branchen wie Schweißen, Bauwesen, Hochreinheitsanwendungen und Luft- und Raumfahrt von entscheidender Bedeutung ist. Präzision und die Auswahl der richtigen Ausrüstung sind der Schlüssel zu optimalen Ergebnissen.







