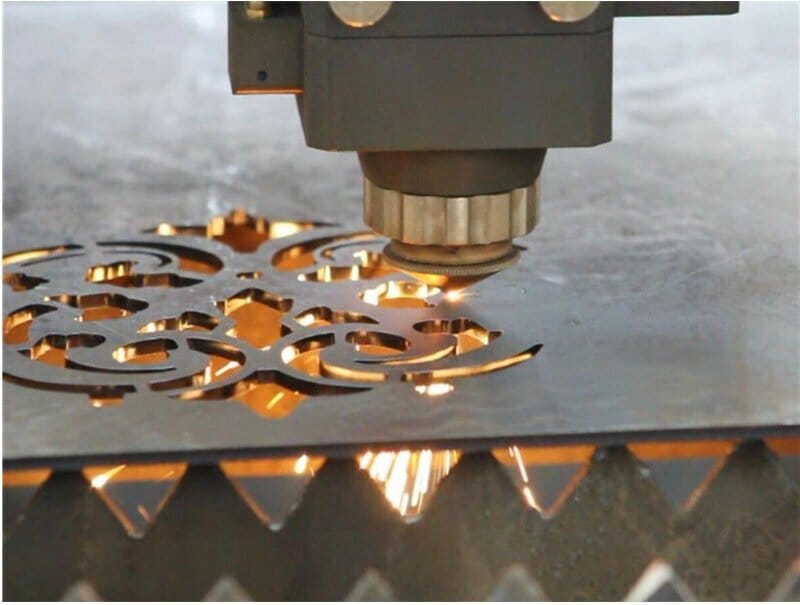
Sebagai teknologi pemotongan termal, pemotongan laser pipa harus menggunakan metode pemotongan perforasi saat memotong pipa tebal. Ini memiliki dua metode pemotongan perforasi yang umum digunakan
Metode pertama adalah Peledakan perforasi:
Setelah laser menyinari material secara terus menerus, bagian tengah material membentuk lubang, dan kemudian aliran oksigen meniup terak, sebuah lubang muncul. Besar kecilnya lubang dikaitkan dengan ketebalan pipa. Diameter rata-rata lubang adalah setengah dari ketebalan pipa. Sehingga lubang perforasi peledakan pada pipa yang tebal mempunyai diameter yang lebar dan bentuknya tidak beraturan, sehingga perforasi peledakan tidak digunakan untuk komponen yang kebutuhannya tinggi. (seperti: tabung celah oli) Perforasi peledakan mempunyai percikan yang besar karena adanya gas. tekanan perforasi serupa dengan tekanan gas pemotongan.
Metode kedua adalah Perforasi pulsa:
Laser berdenyut dengan daya puncak tinggi melelehkan atau menguapkan sejumlah kecil material. Seringkali menggunakan oksigen dan nitrogen sebagai gas tambahan untuk mengurangi perluasan lubang karena oksidasi termal. Tekanan gas perforasinya lebih rendah dari tekanan gas pemotongan. Setiap laser pulsa hanya menghasilkan pancaran partikel kecil, sehingga menembus pipa tebal memerlukan waktu beberapa detik. Ketika perforasi selesai, pertukaran gas tambahan menjadi oksigen segera. Lubang perforasi pulsa tidak hanya memiliki diameter yang sempit, tetapi juga kualitasnya lebih baik dibandingkan lubang perforasi peledakan. Laser pulsa tidak hanya memiliki daya keluaran yang tinggi, tetapi yang lebih penting adalah sifat temporal dan spasial. Sehingga laser CO2 aliran silang tidak dapat memenuhi permintaan pemotongan laser. Perforasi pulsa memerlukan sistem kontrol pneumatik yang andal untuk mengontrol peralihan jenis gas, tekanan gas, dan waktu perforasi. Bila Anda menggunakan perforasi pulsa, untuk mendapatkan sayatan berkualitas tinggi, Anda harus memperhatikan teknologi transisi perforasi pulsa ke pemotongan kecepatan konstan terus menerus. Kisaran pemrosesan pipa pemotongan laser adalah sekitar diameter 300mm. Sebagian besar pabrik yang menggunakan pemotongan laser tidak perlu menggunakan teknologi perforasi pulsa.