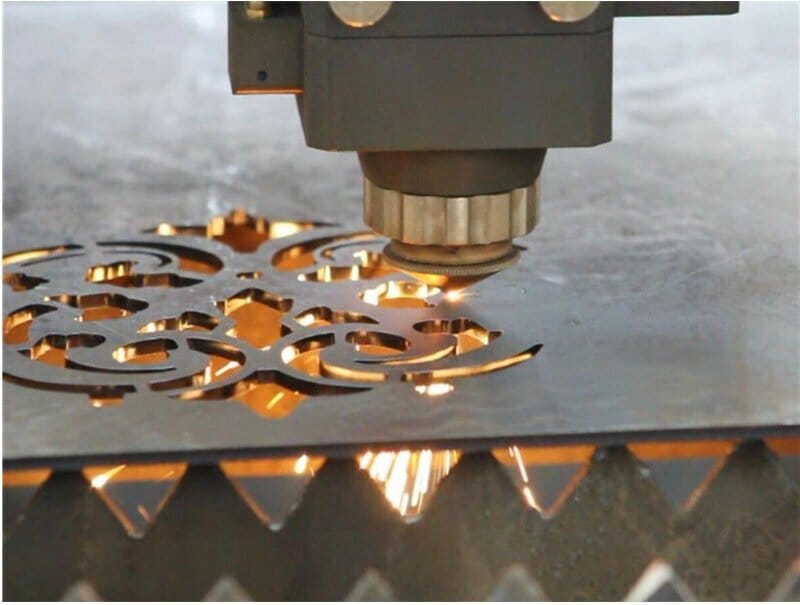
As a therm cutting technology,pipe laser cutting have to use perforation cutting method when it cuts thick pipe.
It has two perforation cutting method are used commonly
The first method is Blasting perforation:
After laser irradiates the material continuously,the center of material forms a pit,and then the oxygen flow blow away the slag,a hole appears.
The size of the hole is associate with the thickness of pipe.
The average diameter of the hole is half part of the thickness of pipe.
So that the blasting perforation hole of the thick pipe has a wide diameter and irregular shape.So, the blasting perforation doesn’t used for high demand component.(such as:oil slit tube)
The blasting perforation has big splash because of the gas pressure of perforating is similar with gas pressure of cutting.
The second method is Pulse perforation:
The high peak power pulsed laser melt or vaporize small amount of material.
It often sue oxygen and nitrogen as auxiliary gas for reduce the expansion of hole because of the thermal oxidation.
Their gas pressure of perforating is lower than gas pressure of cutting.
Every pulse laser only produce the small particle jet, so it penetrates thick pipe need several second.
When perforating complete,auxiliary gas exchange to oxygen immediately.
Pulse perforation hole not only has a narrow diameter ,but also its quality better than blasting perforation hole.
The pulse laser not only has the high output power, but also the more important is the temporal and spatial properties.
So that the cross flow CO2 laser can’t fit to the demand of laser cutting.
Pulse perforation need a reliable pneumatic control system to control the switch of gas type, gas pressure and time of perforation.
When you use pulse perforation, in order to get the high quality incision,you should pay attention to transition technology of pulse perforation to continuous constant speed cutting.
The pipe processing range of laser cutting is about diameter 300mm.
The most factory which use laser cutting don’t need to use pulse perforation technology.