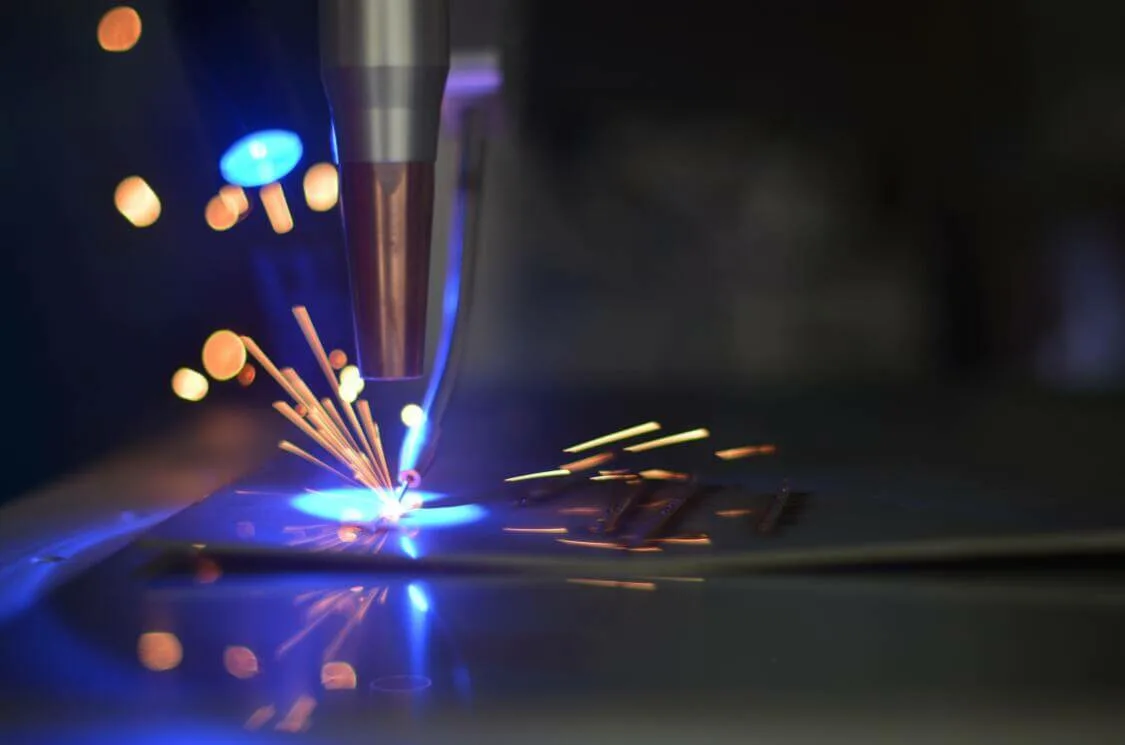
Als thermische Schneidtechnologie muss beim Rohrlaserschneiden beim Schneiden dicker Rohre eine Perforationsschneidmethode verwendet werden. Es gibt zwei Perforationsschneidmethoden, die üblicherweise verwendet werden.
Die erste Methode ist die Sprengperforation:
Nachdem der Laser das Material kontinuierlich bestrahlt hat, bildet sich in der Mitte des Materials eine Grube, und dann bläst der Sauerstoffstrom die Schlacke weg, sodass ein Loch entsteht. Die Größe des Lochs hängt von der Dicke des Rohrs ab. Der durchschnittliche Durchmesser des Lochs beträgt die Hälfte der Dicke des Rohrs. Daher hat das Strahlperforationsloch des dicken Rohrs einen großen Durchmesser und eine unregelmäßige Form. Daher wird die Strahlperforation nicht für Komponenten mit hohen Anforderungen verwendet (z. B. Ölschlitzrohre). Die Strahlperforation verursacht große Spritzer, da der Gasdruck beim Perforieren dem Gasdruck beim Schneiden ähnlich ist.
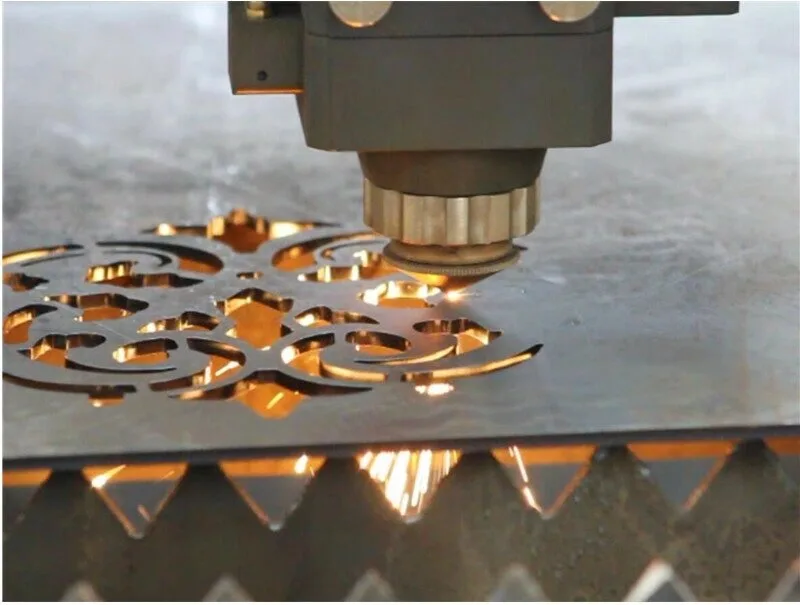
Die zweite Methode ist die Pulsperforation:
Der gepulste Laser mit hoher Spitzenleistung schmilzt oder verdampft kleine Materialmengen. Er verwendet oft Sauerstoff und Stickstoff als Hilfsgas, um die Ausdehnung des Lochs aufgrund der thermischen Oxidation zu verringern. Ihr Gasdruck beim Perforieren ist niedriger als der Gasdruck beim Schneiden. Jeder gepulste Laser erzeugt nur einen Strahl kleiner Partikel, sodass er mehrere Sekunden braucht, um dicke Rohre zu durchdringen. Wenn die Perforation abgeschlossen ist, wird das Hilfsgas sofort durch Sauerstoff ersetzt. Das gepulste Perforationsloch hat nicht nur einen schmalen Durchmesser, sondern auch eine bessere Qualität als das gesprengte Perforationsloch. Der gepulste Laser hat nicht nur eine hohe Ausgangsleistung, sondern auch die zeitlichen und räumlichen Eigenschaften sind wichtiger. Daher kann der Cross-Flow-CO2-Laser die Anforderungen des Laserschneidens nicht erfüllen. Die gepulste Perforation erfordert ein zuverlässiges pneumatisches Steuerungssystem, um den Wechsel von Gasart, Gasdruck und Perforationszeit zu steuern. Wenn Sie die gepulste Perforation verwenden, sollten Sie auf die Übergangstechnologie der gepulsten Perforation zum kontinuierlichen Schneiden mit konstanter Geschwindigkeit achten, um einen qualitativ hochwertigen Schnitt zu erzielen. Der Rohrbearbeitungsbereich des Laserschneidens beträgt etwa 300 mm Durchmesser. Die meisten Fabriken, die Laserschneiden verwenden, müssen keine Impulsperforationstechnologie einsetzen.