Boru lazer kesim makineleri, yüksek hassasiyet, hız, çok yönlülük, atık azaltma ve otomasyon sayesinde tüplerin geleneksel olarak işlenme şeklini derinden değiştiriyor. Doğru makineyi seçmek boru lazer kesme makinesi üretkenliği optimize etmek, maliyetleri düşürmek ve ürün kalitesini artırmak için kritik öneme sahiptir. Bu makale, doğru lazer tüp kesme makinesi seçimi için size bir referans verecektir.
1. Boru Çapını ve Uzunluğunu Onaylayın
Maksimum Boru Çapı:
Makinenin mandreni/çerçevesi en büyük boru boyutunuzu kavrayabilecek durumda olduğundan emin olun. Mandren çapı, sıkıştırabileceği maksimum boru boyutunu ifade eder, bu nedenle borunun maksimum çapının biraz üzerinde bir mandren seçmek idealdir.
Örneğin, Φ220 mm mandren 220 mm'ye kadar boruları, Φ350 mm mandren 350 mm'ye kadar boruları vb. tutabilir. 12 mm'ye kadar boru duvar kalınlığı, maksimum boru çapı φ220 mm, en uzun boru uzunluğu 5,5 m işlenebilir, sadece kesilmesi gerekir, delme oyma ve diğer işlemler gerekmez. Bu gereksinime göre, φ220 mm çapında, 6 m uzunluğunda ekipmanı mandrene uyarlayabiliriz. Bu veriler, müşterilerin ihtiyaçlarını karşılamak için yeterlidir.
Maksimum Boru Uzunluğu:
Boru lazer kesim makinesi yükleyicisinin hareket mesafesini kontrol edin. Yaygın modeller 6–12 m'ye kadar stokları işleyebilir. Uzun stoktan çok sayıda kısa parça kesiyorsanız, tam beslemeli daha uzun yataklı bir makine idealdir.
Tüpün uzunluğu da lazer boru kesme makinesinin besleme sistemini etkiler.
Besleme sisteminin uyarlanması
- Kısa borular (<1 metre): manuel besleme veya basit otomatik besleme sistemleri için uygundur.
- Orta uzunlukta borular (1-6 metre): Verimliliği artırmak için standart bir otomatik besleme ve boşaltma sistemi ile donatılması gerekir.
- Uzun borular (>6 metre): gelişmiş bir otomatik besleme sistemi ve işleme sırasında borunun bükülmesini veya sarkmasını önlemek için destekler gerektirir.
2. Boru Şeklini Onayla
Borularınızın kesit şekli, kavrama ve kesme stabilitesini etkiler. Standart şekiller – yuvarlak, kare ve dikdörtgen – neredeyse tüm lazer boru kesiciler tarafından kolayca işlenebilir.
Gelişmiş makineler bu şekilleri iyi destekler; örneğin, bir model 250×150 mm'ye kadar dikdörtgen boruları kesebilir. Parçalarınızda özel profiller (örneğin eliptik borular, U/C kanalları, “T” veya “L” şekilleri veya özel ekstrüzyonlar) varsa, ekstra kavrama gerekebilir.
Genel olarak, profil ne kadar düzensizse, o kadar çok mandren (veya bağımsız çene) kullanılması faydalıdır. Çok düzensiz şekiller için genellikle 4 çeneli (dört mandrenli) bir düzenek önerilir (özel profiller için ekstra bir kelepçe sağlar). Hafifçe dairesel olmayan şekiller (oval, çokgen, açılı borular) için genellikle 3 çeneli bir sistem yeterlidir, ancak hizalamaya dikkat edin.
Yuvarlak/Dikdörtgen/Kare Borular:


Standart tüp lazerler (2 veya 3 mandrenli) bunları sorunsuz bir şekilde işler. Mandren çenelerinin veya penslerin tüp şekline uygun olduğundan emin olun. Kareler gibi çok yönlü şekiller için genellikle özel kare adaptörler bulunur.
Düzensiz Profiller:

Eliptik veya asimetrik boruların merkezlenmesi ve kesilmesi daha zordur. Bu tür profilleri çok sayıda kesmeniz gerekiyorsa, en az 3 mandrenli (ekstra destek için) bir makine seçin ve 4. mandren seçeneği olup olmadığını sorun. Ekstra mandren boruyu daha sıkı kavrar ve garip şekillerde kesim hassasiyetini artırır.
Karmaşık Açık Kesitler:

I-kirişler, kanallar veya “H” borular gibi öğeler tek tek kontrol edilmelidir. Bazı tüp lazerler, açık bölümleri tutmak için özel kelepçeler veya makaralarla donatılabilir; gerekirse bunları tedarikçi ile görüşün.
3. Boru İşleme Gereksinimlerini Onaylayın
Düz kesimin ötesinde, borularınızın ihtiyaç duyduğu ek işleme işlemlerini belirleyin. Birçok uygulama, borularda delikler, çentikler, eğimler veya dişler gerektirir:
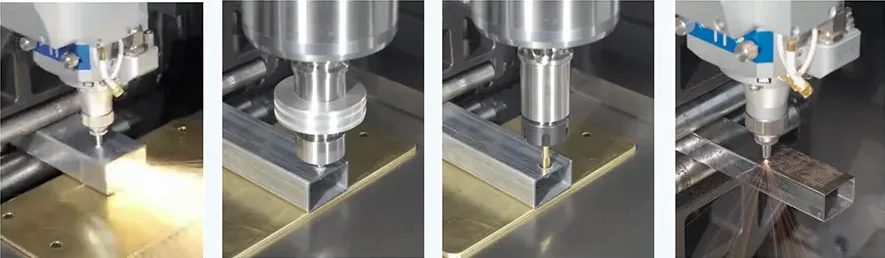
Delik Delme/Delme:
Lazerler, bir noktaya odaklanarak veya yüksek güçlü bir darbe kullanarak delikler açabilir, ancak bu işlem yavaştır. Çok sayıda delik veya yarık açmanız gerekiyorsa, makinenin delme/delme aparatı sunup sunmadığını kontrol edin. Bazı tüp lazerler, delikler ve çentikler için küçük bir CNC matkap veya zımba entegre eder; bu, büyük veya uzun seriler için saf lazer delme işleminden çok daha hızlı olabilir.
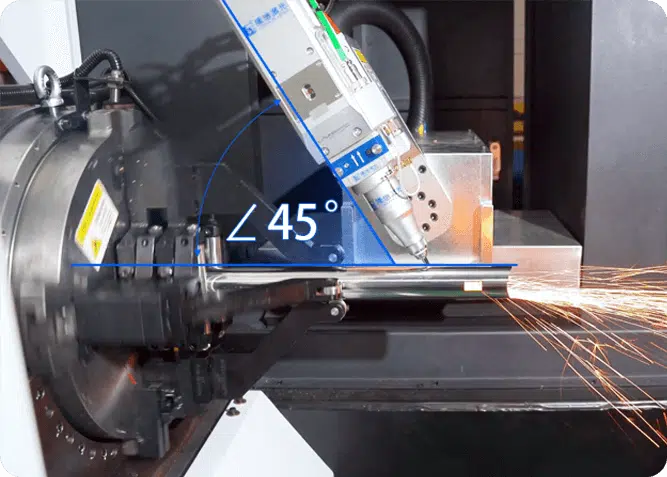
Eğimli Kesim:
Tasarımın açılı uçlara (kaynak hazırlığı) ihtiyacı varsa, eğimli kafa seçeneğine sahip bir makine seçmelisiniz (Örneğin, LX-T16 Bevelling Lazer Boru Kesme Makinesi). Bir eğim başlığı, açılı kesimler üretmek için lazeri (genellikle 45°'ye kadar) yatırır. Bu, birçok makinede isteğe bağlı bir modüldür. Eğim kafasını atlarsanız, makine yalnızca dik kesimler yapacaktır.
Darbeli delme/diş açma:
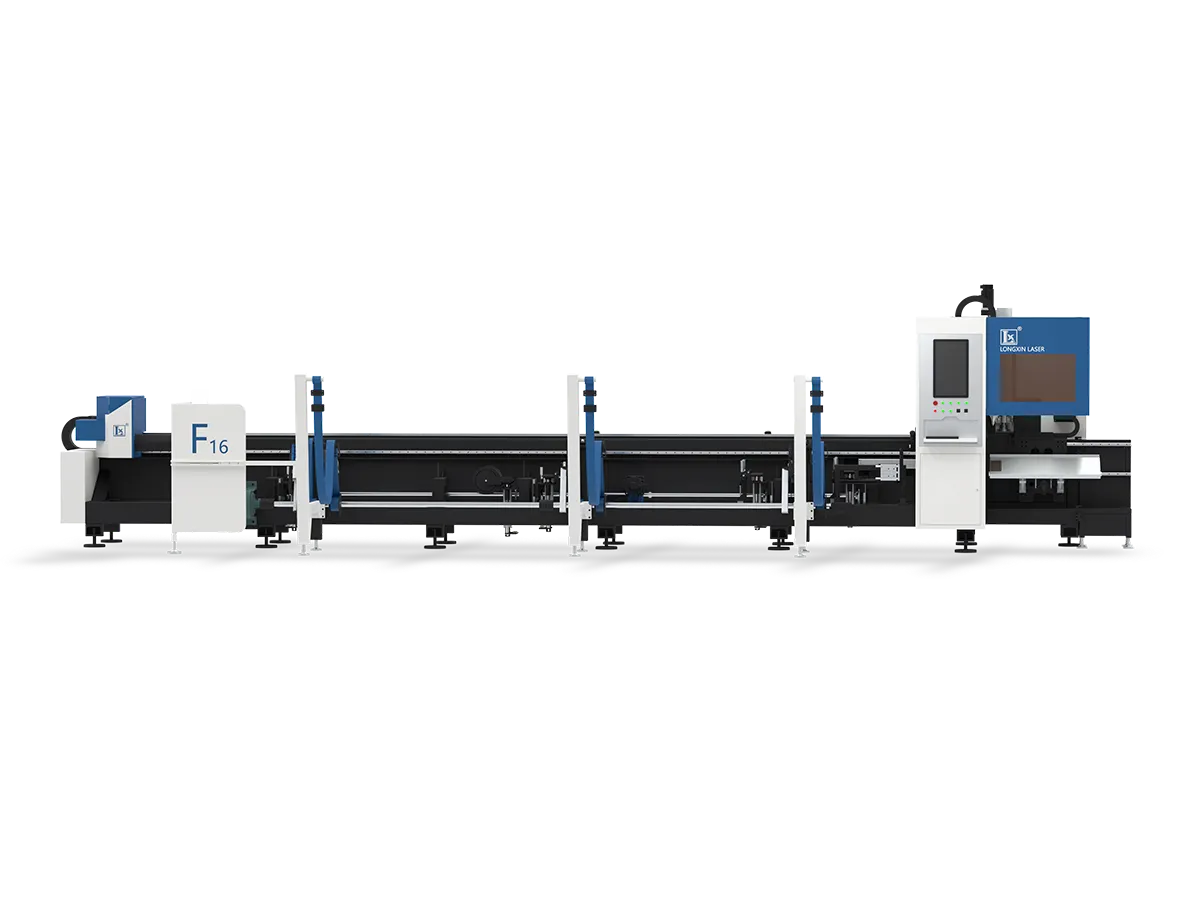
Standart lazerler vida dişlerini doğrudan kesmez. Kılavuz çekme genellikle mekanik bir kılavuz veya diş frezesi ile yapılır. Bazı gelişmiş tüp lazerler (LX-F16) tek bir kurulumda kullanılabilen isteğe bağlı bir otomatik kılavuz çekme veya diş frezeleme aleti sunar. Parçalarınızın dişli uçlara veya deliklere ihtiyacı varsa, makinenin bir kılavuz çekme ünitesi entegre edip edemeyeceğini veya kesme işleminden sonra kılavuz çekme işleminin ayrıca yapılması gerekip gerekmediğini sorun.
4. Tüpün Ağırlığını ve Stabilitesini Doğrulayın
Ağır veya uzun borular ekstra dikkat gerektirir. Kalın cidarlı bir boru veya çok uzun bir çubuk kendi ağırlığı altında sarkabilir ve bu da kesim kalitesini etkiler. Makineleri değerlendirirken lütfen şunları kontrol edin:
Destek Sistemleri:
Sağlam bir destek sistemi hayati önem taşır. Birçok tüp lazer, taşıyıcıyla birlikte hareket eden yüzer kuyruk destekleri kullanır. Bu “takip” desteği, tüp beslenirken yüksekliğini sabit tutar ve sarkmayı önler. Yüzer destek sayesinde yükleme ve döndürme işlemi sabit kalır ve tüpün sarkması önlenir.
Bazı satıcılar gelişmiş versiyonları “akıllı destek” olarak adlandırır – bunlar tüpün konturuna veya esnekliğine otomatik olarak uyum sağlar. Ağır işler için her zaman kesme kafasına yakın mesafede destekleri olan bir makine seçin.
Ağırlık Limitleri:
Makinenin kaldırabileceği maksimum boru ağırlığını kontrol edin. Bu genellikle boru için “metre başına maksimum ağırlık” olarak verilir. Bu değeri aşmak motorlara aşırı yük bindirebilir veya besleme hatalarına neden olabilir. Çok kalın çelik (yüksek yoğunluklu) borularla çalışıyorsanız, bu yük için tasarlanmış bir makine seçin.
Yükleme Ekipmanı:
Çok ağır borular için, yerleşik bir yükleyici veya vinç arayüzüne ihtiyacınız olabilir. Bazı makineler, ağır borular için entegre bir kelepçe tablası veya otomatik kaldırma sistemi içerir.
5. Chuck Yapılandırmasını Onaylayın (2-chuck veya daha fazla?)
Tüpün çapına ve kesim uzunluğuna göre mandrenin boyutunu önceden belirlemiş olmalısınız. Ardından, lazer kesim işleminin stabilitesi, hassasiyeti ve kuyruk atığı hakkında düşünmeniz gerekir. Genel olarak, mandren (çene) sayısı, makinenin boru sıkıştırma stabilitesini ve kuyruk atığını belirler.
2-Chuck Sistemleri:
Bunların başında sabit bir mandren ve hareketli bir punta mandreni bulunur. Daha basit ve genellikle daha ucuzdurlar, basit yuvarlak veya kare borular için uygundurlar. İki mandrenli makineler, küçük ve orta ölçekli işler için yaygın olarak kullanılır.
Sıradan iki mandrenli lazer tüp kesiciler genellikle uzun bir hurda kuyruğu (son kesim ile uç arasındaki tüp kısmı) bırakır, çünkü kesim mandrenin erişebileceği mesafeye geldiğinde, kalan tüm gövde hurda haline gelir. Ayrıca, sadece iki sıkıştırma noktası olması nedeniyle, çok ağır veya çok uzun tüplerin deforme olma olasılığı daha yüksektir.
Bununla birlikte, teknoloji gelişmeye devam ettikçe, 2025 yılında lazer tüp kesme makinesi (LX-K9-5) Üç aynanın sonuçlarıyla karşılaştırılabilir şekilde 0 uç elde etmek için yalnızca iki ayna kullanır. Teknik prensip, borunun son kısmını kesmeden önce lazer kesim kafasının yukarı kalkarak ön aynanın öne doğru hareket etmesine ve boruyu arka karattan sıkıştırmasına izin vererek uçta 0 kuyruklu malzeme işleme elde edilmesidir.
3-Chuck Sistemleri:
Burada, 2 mandren boruyu sürer ve üçüncü bir mandren (genellikle başlık yakınına sabitlenir) orta uzunlukta ek bir kelepçe sağlar. Bu konfigürasyon boruyu daha sıkı bir şekilde kilitler, bu da daha uzun parçalarda kesme hassasiyetini artırır ve titreşimi azaltır. Önemli olarak, 3 mandrenli bir sistem boruyu tamamen besleyebilir ve makine tüm boruyu ittiği için genellikle sıfır kuyruk atığı elde edilir.
Üreticiler, 3 mandallı lazer tüp kesicilerin çok yönlü ve uygun maliyetli olduğunu (ekstra bir kafa eklemekten daha ucuz) belirtiyor. Dezavantajı, 2 mandallı makineye göre biraz daha karmaşık ve pahalı olması, ancak daha yüksek verim ve verimlilik sunmasıdır.
Seçim İpucu:
- Boru işleriniz çoğunlukla standart şekillerde kesim ve orta uzunluklarda ise, normal 2 mandrenli lazer tüp kesici yeterli olacaktır.
- Kuyruk oluşumunu en aza indirmek istiyorsanız, ön mandren önleme özelliğine sahip 2 mandrenli bir makine veya normal bir 3 mandrenli makine yatırıma daha değerlidir.
- Karmaşık profiller, yüksek hassasiyetli, ağır hizmet tipi ve ekstra uzun borular için, muhtemelen 4 veya daha fazla mandrenli, özelleştirilmiş bir lazer boru kesme makinesi gereklidir.
- Daha fazla mandren her zaman daha iyi değildir. Mandren sayısının artması, mekanik yapının yeniden tasarlanması anlamına gelir ve bu da makinenin maliyetini önemli ölçüde artırabilir ve genellikle zaman alan özelleştirme gerektirir.
6. Otomasyon (Yükleme/ Boşaltma) ihtiyaçları
Yüksek hacimli veya ağır işler için otomatik yükleme ve boşaltma sistemlerine sahip makineleri tercih edin. Bu makineler, konveyörler veya robotik kollar kullanarak tüpleri lazere besler ve kesilen parçaları çıkarır, böylece verimi önemli ölçüde artırır ve manuel işçiliği azaltır. Otomatik yükleme isteğe bağlıdır, ancak çok sayıda benzer tüp kesiyorsanız çok değerlidir; ayrıca güvenliği de artırır (manuel kaldırma gerekmez).
Bütçe kısıtlı ve hacimler düşükse, tüpleri elle yükleyebilirsiniz, ancak bunları manuel olarak sabitlemek için gerekli araçlara (kelepçe masası gibi) sahip olduğunuzdan emin olun.
Destek Sistemleri (Takip/Akıllı)
Temel punta dışında, modern makineler gelişmiş boru desteği sunar:
- Yüzer (Takip) Destek: Bu destek, tüpün altındaki raylar üzerinde yuvarlanır ve kesme kafası ile birlikte hareket eder. Tüp beslenirken ucunu sürekli destekleyerek arka kısmın sarkmasını veya titremesini önler. Bu, uzun veya çok esnek tüpler için çok önemlidir.
- Sabit Paspas: Eski veya daha basit makineler, hareket etmeyen sabit bir paspas kullanır. Bu, kısa uzunluklar için uygundur, ancak boru ucunu kestiğiniz anda, kalan kısım sadece bir uçtan desteklendiği için sarkabilir.
- Akıllı Destek: Bazı gelişmiş kesiciler, boru eğriliğini veya sapmasını algılayan sensörlere sahiptir ve destek yüksekliğini otomatik olarak ayarlar. Bu “akıllı” sistem, eğrilmiş borularda bile odak-boru mesafesini sabit tutar. Eğrilmiş veya tutarsız malzemelerle çalışıyorsanız, bu özellik hakkında bilgi alın.
7. İşleme Hassasiyetine Göre Lazer Boru Kesme Makinesi Seçin
(1) Yüksek Hassasiyetli Uygulamalar (Tıbbi Cihazlar, Elektronik Bileşenler)
Temel Gereksinimler: Kesme hassasiyeti ≤±0,05 mm, pürüzsüz kesim yüzeyleri, minimum ısıdan etkilenen bölgeler.
Ekipman Yapılandırma Gereksinimleri
| Bileşen | Teknik Özellikler |
| Lazer Kaynağı | Fiber lazer, 1500-3000W güç, ışın kalitesi M²<1.1 |
| Işın Spot Çapı | ≤0,02 mm (ince malzemeler için ultra ince nokta) |
| Tekrar Konumlandırma Doğruluğu | X/Y ekseni: ±0,03 mm, Döner eksen: ±0,05° |
| Makine Sertliği | Dökme demir yatak + FEA ile optimize edilmiş yapı, titreşim direnci ≥50Hz |
| Kesme Kafası | Seramik nozullu otomatik odaklı kesme kafası (1,0-1,5 mm diyafram açıklığı) |
| Kontrol Sistemi | Darbeli kesim özelliği, proses veritabanı, gerçek zamanlı izleme |
| Yardımcı Sistemler | Yüksek saflıkta nitrojen (≥99,999%), su soğutucu (±0,5°C stabilite) |
Süreç Optimizasyonu
- Parametreler: Hız 1-2m/dak (1mm paslanmaz çelik), darbe frekansı >2000Hz
- Gaz Seçimi: Paslanmaz çelik için azot (12-15bar), karbon çeliği için oksijen (8-10bar)
- Tipik Uygulamalar: Cerrahi alet braketleri (0,5 mm titanyum alaşımı), mikro konektörler (1 mm bakır alaşımı)
(2) Orta Kalınlıkta Malzeme Yığın Üretimi (İnşaat, Ağır Makine)
Anahtar Gereksinimler: Kesme kalınlığı 8-20mm, yüksek verimlilik, sürekli çalışma kararlılığı.
Ekipman Yapılandırma Gereksinimleri
| Bileşen | Teknik Özellikler |
| Lazer Kaynağı | Fiber lazer, 4000-12000W güç, güç dalgalanması <±2% |
| Işın Spot Çapı | 0,05-0,1 mm (hız ve hassasiyeti dengeler) |
| Tekrar Konumlandırma Doğruluğu | X/Y ekseni: ±0,05 mm, Döner eksen: ±0,1° |
| Makine Sertliği | Çapraz destekli kaynaklı çelik yapı, yük kapasitesi ≥2000kg |
| Kesme Kafası | Yansıma önleyici kaplama, hızlı değiştirilebilen nozul tasarımı |
| Kontrol Sistemi | Toplu dosya işleme, otomatik yerleştirme |
| Yardımcı Sistemler | Çift pompalı su soğutma (±1°C stabilite), toz giderme ≥6000m³/saat |
Süreç Optimizasyonu
- Parametreler: Hız 0,5-1,5 m/dak (12 mm karbon çeliği), oksijen desteği (1,5-2MPa)
- Verimlilik: Otomatik yükleyici entegrasyonu, nozul değişim süresi <10s
- Tipik Uygulamalar: Köprü çelik yapıları (16mm Q355), hidrolik silindir boruları (10mm 45# çelik)
(3) Özel Malzeme İşleme (Titanyum Alaşımlı, Galvanizli Çelik)
Temel Gereksinimler: Yansıtıcı / oksitlenebilir / yüksek erime noktalı malzemelerin işlenmesi.
Ekipman Yapılandırma Gereksinimleri
| Bileşen | Teknik Özellikler |
| Lazer Kaynağı | Disk lazer veya yansıma önleyici fiber lazer, ≥6000W güç |
| Işın Spot Çapı | 0,03-0,06 mm (yüksek enerji yoğunluğu) |
| Tekrar Konumlandırma Doğruluğu | X/Y ekseni: ±0,04 mm, Döner eksen: ±0,08° |
| Makine Sertliği | Tamamen kapalı sıçramaya dayanıklı yapı, korozyona dayanıklı kaplama |
| Kesme Kafası | Altın kaplamalı aynalar + çift gaz kanalı (bağımsız iç/dış gaz kontrolü) |
| Kontrol Sistemi | Malzeme veritabanı (titanyum/galvanizli çelik için önceden yüklenmiş parametreler) |
| Yardımcı Sistemler | Çift gaz beslemesi (nitrojen + basınçlı hava), çinko dumanı filtrasyonu |
Süreç Optimizasyonu
- Titanyum Kesim: Argon koruma (oksidasyonu önler), odak konumu ofseti -0,2~-0,5mm
- Galvanizli Çelik: Ön süpürme modu çinko tabakasını kaldırır, 20% daha düşük gaz basıncı
- Tipik Uygulamalar: Havacılık ve uzay titanyum boruları (5mm TC4), HVAC kanalları (3mm SGCC)
(4) Genel Metal Boru İşleme (Mobilya, Pencere/Kapılar)
Anahtar Gereksinimler: Kesme kalınlığı 1-6mm, maliyet etkinliği, kolay bakım.
Ekipman Yapılandırma Gereksinimleri
| Bileşen | Teknik Özellikler |
| Lazer Kaynağı | Fiber lazer, 1000-2000W güç, maliyet açısından optimize edilmiş |
| Işın Spot Çapı | 0,05-0,1 mm |
| Tekrar Konumlandırma Doğruluğu | X/Y ekseni: ±0,1 mm, Döner eksen: ±0,2° |
| Makine Sertliği | Hafif kaynaklı yapı, yük kapasitesi ≥500kg |
| Kesme Kafası | Manuel odak ayarı, bakır nozul (200 saat kullanım ömrü) |
| Kontrol Sistemi | Kullanıcı dostu arayüz, CAD doğrudan içe aktarma |
| Yardımcı Sistemler | Tek pompalı su soğutucu (±2°C), standart hava kompresörü (0,8MPa) |
Süreç Optimizasyonu
- Parametreler: Hız 2-4m/dak (2mm karbon çeliği), oksijen desteği (0,6-0,8MPa)
- Maliyet Kontrolü: Azot yerine basınçlı hava (ince paslanmaz çelik için kabul edilebilir)
- Tipik Uygulamalar: Paslanmaz çelik korkuluklar (3mm 304), alüminyum pencere çerçeveleri (2mm 6061)
(5) Özet: Senaryo Tabanlı Seçim Mantığı
| Senaryo | Öncelik Sırası | Bütçe Tahsisi |
| Yüksek Hassasiyet | Hassasiyet > Kararlılık > Güç | Ekipman üzerinde 60%+ |
| Orta Kalınlıkta Parti | Güç > Verimlilik > Bakım | 50%+ lazer kaynağı üzerinde |
| Özel Malzemeler | Uzmanlık > Güç > Güvenlik | 40%+ gazlı sistemlerde |
| Genel İşlem | Maliyet > Kullanılabilirlik > Temel Doğruluk | Temel makinede 80%+ |
Not: Makine-malzeme uyumluluğunu doğrulamak için her zaman örnek kesme testleri talep edin.
8. Lazer Boru Kesme Makinesi İçin İsteğe Bağlı İşlem Modülleri
Birçok boru lazer, özel modüller ekleyebilir. İşiniz gerektiriyorsa bunları değerlendirin:
(1) Eğme Başlığı:
Bu, lazer kafasını (genellikle ±45° veya daha fazla) eğerek kaynak bağlantıları için açılı uçları keser. Gerekli maksimum eğim açısını belirtin. Tüm makineler varsayılan olarak bu özelliği içermez.
(2) Delme/Dokuma Ünitesi:
Bazı sistemlerde delik veya diş açmak için isteğe bağlı matkap veya kılavuz takımı bulunur. Boru duvarlarında dişli delikler açmanız gerekiyorsa, kılavuz takımı veya kombine lazer/kılavuz makinesi gerekir.
(3) Rulo Bükme veya Şekillendirme:
Bazen, kombine makineler boruları bükebilir veya şekillendirebilir. Bu durumda, bunlar özel çok işlevli üniteler olarak tanıtılır.
(4) Malzeme Taşıma Ataşmanları:
Daha yüksek otomasyon seviyeleri için, paket yükleyiciler (aynı anda birden fazla tüp için), çapraz kesme aparatları veya istifleyiciler gibi seçenekler sunulabilir.
Sonuç
Tüm boru özelliklerinizi listeleyin (boyutlar, şekiller, malzemeler, et kalınlıkları, gerekli işlemler) ve bu kontrol listesini gözden geçirin. Her bir kritik özelliğin kapsandığından emin olmak için tedarikçilerin makine verilerini karşılaştırın. Doğru tüp lazer kesiciyi seçmek, üretim ihtiyaçlarınıza en uygun olanı bulmak için tüp özelliklerinizle makinenin özelliklerini (çap/uzunluk kapasitesi, ayna tipi, destekler, güç ve isteğe bağlı modüller) dengelemeyi içerir.












