チューブレーザー切断機は、その高い精度、速度、汎用性、廃棄物削減、自動化により、従来のチューブ加工方法を大きく変革しています。適切な選択が重要です。 チューブレーザー切断機 生産性の最適化、コスト削減、製品品質の向上には極めて重要です。本記事は、レーザー管切断機の適切な選定に関する参考情報を提供します。
1. チューブの直径と長さを確認する
最大チューブ径:
機械のチャック/フレームが最大のチューブサイズを確実に把持できることを確認してください。チャック径自体はクランプ可能な最大チューブサイズを指すため、チューブの最大径よりわずかに大きいチャックを選ぶのが理想的です。
例えば、Φ220mmチャックは最大220mmのパイプを、Φ350mmチャックは最大350mmのパイプを保持できます。最大12mmの管壁厚、最大パイプ径φ220mm、最長パイプ長5.5mの加工が可能で、切断のみが必要であり、穿孔や彫刻などの工程は不要です。この要求に基づき、φ220mmチャック径、6m長設備をマッチングできます。これらのデータは顧客のニーズを満たすのに十分です。
最大チューブ長:
チューブレーザー切断機のローダーの移動距離を確認してください。一般的なモデルは最大6~12メートルの素材に対応します。長い素材から多くの短いセグメントを切断する場合は、フルフィーディング機能を備えた長いベッドの機械が理想的です。
チューブの長さもレーザーチューブ切断機の給油システムに影響を与えます。
給餌システムの適応
- 短いチューブ(1メートル未満):手動給餌または簡易自動給餌システムに適しています。
- 中長尺チューブ(1~6メートル):生産性向上のため、標準的な自動供給・排出システムを装備する必要がある。
- 長尺チューブ(6メートル超):加工中にチューブが曲がる・たるむのを防ぐため、強化型自動送りシステムと支持装置が必要。
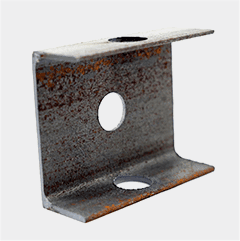
2. チューブ形状の確認
管の断面形状は、把持性と切断安定性に影響を与えます。円形、正方形、長方形といった標準形状は、ほぼ全てのレーザー管切断機で容易に処理できます。
先進的な機械はこれらの形状を良好にサポートします。例えば、あるモデルは最大250×150mmの矩形パイプを切断可能です。部品に特殊なプロファイル(楕円形チューブ、U/C形チャンネル、「T」形や「L」形、カスタム押出材など)が含まれる場合、追加の把持機構が必要になる可能性があります。
一般的に、プロファイルが不規則であればあるほど、チャック(または独立したジョー)の数が多いほど有利です。高度に不規則な形状には4ジョー(4チャック)構成が推奨されることが多く(カスタムプロファイル用に追加クランプを提供)、わずかに非円形(楕円形、多角形、角度付きパイプ)の場合は3ジョーシステムで通常は十分ですが、位置合わせに注意が必要です。
丸形/角形/四角形チューブ:


標準的なチューブレーザー(2または3つのチャック付き)はこれらを問題なく処理します。チャックジョーまたはコレットがチューブ形状に適合していることを確認してください。正方形のような多面形状には専用の正方形アダプターが用意されていることが多いです。
不規則なプロファイル:

楕円形または非対称のチューブは、中心合わせや切断が困難です。このような形状のチューブを大量に切断する必要がある場合は、少なくとも3つのチャックを備えた機械(追加サポート用)を選択し、4つ目のチャックオプションの有無を確認してください。追加のチャックはチューブをより確実に固定し、特殊形状での精度を向上させます。
複雑な開放断面:

Iビーム、チャンネル、または「H」形鋼管などの部品は、ケースバイケースで確認する必要があります。一部のチューブレーザーには、開放断面材を保持するための特殊クランプやローラーを装備できる場合があります。必要に応じて、サプライヤーと相談してください。
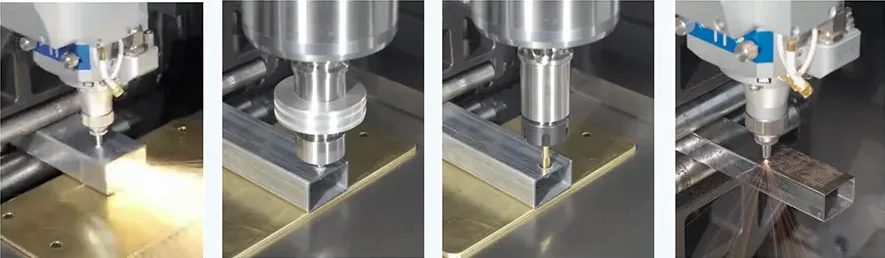
3. チューブ加工要件の確認
直線切断以外に、チューブに必要な追加加工を決定してください。多くの用途では、チューブに穴、切り欠き、面取り、またはねじ切り加工が必要です:
穴あけ/パンチング:
レーザーは一点に集中照射するか高出力パルスを用いて穴を開けられますが、この方法は時間がかかります。多数の穴やスロット加工が必要な場合は、ドリル/穿孔アタッチメントの有無を確認してください。一部のチューブレーザーには小型CNCドリルやパンチが統合されており、穴や切り欠き加工が可能です。大量生産や長時間の加工では、純粋なレーザー穿孔よりも大幅に高速化できます。
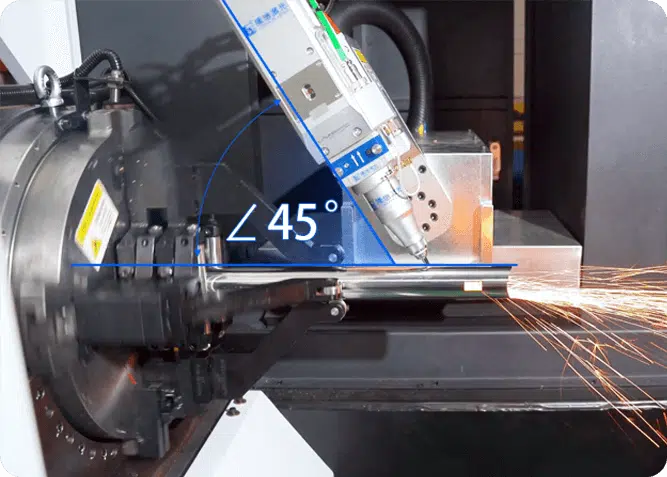
ベベルカッティング:
設計に傾斜端面(溶接準備)が必要な場合、ベベルヘッドオプション付きの機械を選択すべきです(例: LX-T16 ベベル加工レーザーパイプ切断機)。ベベルヘッドはレーザーを傾斜(通常最大45°)させて角度付き切断を実現します。これは多くの機械でオプションモジュールです。ベベルヘッドを省略すると、機械は垂直切断のみを行います。
タップ加工/ねじ切り加工:
標準的なレーザー加工では、ねじ山を直接切削することはできません。ねじ切り加工は通常、機械式タップまたはねじ切りフライス盤で行われます。一部の先進的なチューブレーザー(LX-F16)では、オプションの自動ねじ切り加工ツールまたはねじ切りフライス加工ツールが用意されており、1回のセットアップで使用可能です。部品にねじ山付き端部や穴が必要な場合は、機械にねじ切りユニットを統合できるか、あるいは切断後に別途ねじ切り加工が必要かどうかを確認してください。
4. チューブの重量と安定性を確認する
重いまたは長いチューブは特に注意が必要です。肉厚のパイプや非常に長い棒は自重でたわむ可能性があり、切断品質に影響を与えます。機械を評価する際には、以下の点を確認してください:
サポートシステム:
堅牢なサポートシステムは不可欠です。多くのチューブレーザーはキャリッジと共に移動するフローティングテールサポートを採用しています。この「追従」サポートにより、チューブ送り時の高さを一定に保ち、たわみを防止します。フローティングサポートにより、積載と回転プロセスが安定し、チューブのたわみを回避できます。
一部のベンダーは高度なバージョンを「インテリジェントサポート」と呼び、チューブの輪郭や曲がり具合に自動調整します。重作業には、切断ヘッドに近い位置にサポートが配置された機械を必ず選択してください。
重量制限:
機械が処理可能な最大チューブ重量を確認してください。これは通常「チューブ1メートルあたりの最大重量」として表示されます。これを超えるとモーターの過負荷や送り不良の原因となります。非常に厚い鋼管(高密度)を扱う場合は、その負荷に対応した設計の機械を選択してください。
積載装置:
非常に重いパイプには、内蔵ローダーやクレーンインターフェースが必要になる場合があります。一部の機械には、重パイプ用の統合クランプテーブルや自動リフトが装備されています。
5. チャック構成の確認(2チャック以上?)
チューブの直径と切断長に応じてチャックのサイズを既に決定しているはずです。次に、レーザー切断プロセスの安定性、精度、テールロスについて検討する必要があります。一般的に、チャック(ジョー)の数は、機械のパイプクランプの安定性とテールロスを決定します。
2チャックシステム:
ヘッド側に固定チャック1基、テールストック側に可動チャック1基を備えます。構造が簡素で一般的に低コストであり、単純な丸形・角形パイプに適しています。中小規模の加工では2チャック式が一般的です。
一般的な2チャック式レーザーパイプ切断機では、長いスクラップテール(最終切断点から端部までのパイプ部分)が発生します。これは切断位置がチャックの可動範囲内に入ると、残った端部がスクラップとなるためです。さらに、クランプポイントが2点のみのため、非常に重いまたは長いチューブは変形しやすい。
しかし技術が進化を続ける中、2025年現在では2つのチャックのみで3チャック並みの0端材を実現するレーザーチューブ切断機(LX-K9-5) が既に存在する。技術的な原理は、パイプの最後の部分を切断する前に、レーザー切断ヘッドが上昇し、前方のチャックが前進してパイプを後方のチャックからクランプすることで、端部の0テール材料加工を実現するものです。
3チャックシステム:
ここでは2つのチャックがチューブを駆動し、3つ目(通常はヘッドストック近くに固定)が中間位置で追加のクランプを提供します。この構成によりチューブがより確実に固定され、長い部品の切断精度が向上し振動が低減されます。重要な点として、3チャックシステムではチューブを完全に送り込めるため、機械がチューブ全体を押し通すことでテールロスゼロを実現できる場合が多いです。
メーカーによれば、3チャック式レーザー管切断機は汎用性が高く費用対効果に優れる(ヘッドを1基追加するよりも低コスト)。欠点は2チャック式に比べて複雑さと価格が若干高くなる点だが、生産性と効率性は向上する。
選択のヒント:
- 主に標準形状の切断と中程度の長さに対応するチューブ加工であれば、通常の2チャック式レーザーチューブカッターで十分です。
- テール加工を最小限に抑えたい場合、フロントチャック回避機能付き2チャックマシン、または通常の3チャックマシンの方が投資価値が高い。
- 複雑な形状、高精度、重厚、超長尺のチューブ加工には、4つ以上のチャックを備えたカスタム仕様のレーザーチューブ切断機が必要となる。
- チャックの数を増やすことが常に良いとは限らない。チャック数の増加は機械構造の再設計を意味し、機械のコストを大幅に増加させる可能性がある。また通常はカスタマイズが必要となり、時間がかかる。
6. 自動化(積載/荷卸し)の必要性
大量生産や重作業には、自動給排システムを備えた機械をご検討ください。これらはコンベアやロボットアームを用いてチューブをレーザーに供給し、切断部品を取り出すため、生産性を大幅に向上させ、手作業を削減します。自動給排はオプションですが、類似のチューブを大量に切断する場合に有用です。また安全性の向上(手作業による持ち上げ不要)にも寄与します。
予算が限られており、数量が少ない場合は、チューブを手作業でセットすることも可能です。ただし、クランプテーブルなどの手段を用いて手動で固定できることを必ず確認してください。
サポートシステム(追従/インテリジェント)
基本的なテールストックに加え、現代の機械は強化されたチューブサポートを提供します:
- フローティング(追従)サポート:このサポートはチューブ下部のレール上を転がり、切断ヘッドと共に移動します。チューブ送り出し時に先端を継続的に支え、後端のたわみや振動を防止します。長尺または非常に柔軟なチューブに不可欠です。
- 固定尾台:古い機械や簡易機では、動かない固定尾台が使用されます。短い長さなら問題ありませんが、管端を切断すると、片端のみ支持された状態で残りの部分が垂れ下がる可能性があります。
- インテリジェントサポート:一部の先進カッターには、チューブの曲率やたわみを検知し、サポートの高さを自動調整するセンサーが搭載されています。この「スマート」システムは、歪んだチューブ上でも焦点からチューブまでの距離を一定に保ちます。曲がった素材や不均一な素材を扱う場合は、この機能についてお問い合わせください。
7. 加工精度に基づいてレーザーチューブ切断機を選択する
(1) 高精度用途(医療機器、電子部品)
主要要求事項:切削精度±0.05mm以下、切削面の平滑性、熱影響域の最小化。
機器構成要件
| コンポーネント | 仕様 |
| レーザー光源 | ファイバーレーザー、出力1500-3000W、ビーム品質M²<1.1 |
| ビームスポット径 | ≤0.02mm(薄板材用超微細スポット) |
| 位置決め繰り返し精度 | X/Y軸:±0.03mm、回転軸:±0.05° |
| 機械剛性 | 鋳鉄ベッド+FEA最適化構造、耐振動性 ≥50Hz |
| 切断ヘッド | 自動焦点調整式切断ヘッド(セラミックノズル、開口径1.0-1.5mm) |
| 制御システム | パルス切断機能、プロセスデータベース、リアルタイム監視 |
| 補助システム | 高純度窒素(≥99.999%)、水冷チラー(±0.5°C安定性) |
プロセス最適化
- パラメータ:速度 1-2m/min(1mmステンレス鋼)、パルス周波数 >2000Hz
- ガス選択:ステンレス鋼には窒素(12-15bar)、炭素鋼には酸素(8-10bar)
- 代表的な用途:外科用器具ブラケット(0.5mmチタン合金)、マイクロコネクタ(1mm銅合金)
(2) 中厚板材料のバッチ生産(建設、重機械)
主要要件:切断厚さ8~20mm、高効率、連続運転安定性。
機器構成要件
| コンポーネント | 仕様 |
| レーザー光源 | ファイバーレーザー、4000-12000W出力、出力変動率<±2% |
| ビームスポット径 | 0.05~0.1mm(速度と精度のバランス) |
| 位置決め繰り返し精度 | X/Y軸:±0.05mm、回転軸:±0.1° |
| 機械剛性 | クロスブレース付き溶接鋼構造、耐荷重 ≥2000kg |
| 切断ヘッド | 反射防止コーティング、クイックチェンジノズル設計 |
| 制御システム | バッチファイル処理、自動ネスト |
| 補助システム | デュアルポンプ水冷式(±1℃の安定性)、集塵能力≥6000m³/h |
プロセス最適化
- パラメータ:速度 0.5~1.5m/min(12mm炭素鋼)、酸素アシスト(1.5~2MPa)
- 効率性:自動ローダー統合、ノズル交換時間<10秒
- 代表的な用途:橋梁鋼構造物(16mm Q355)、油圧シリンダーチューブ(10mm 45#鋼)
(3) 特殊材料加工(チタン合金、亜鉛メッキ鋼板)
主要要件:反射性/酸化性/高融点材料の取り扱い。
機器構成要件
| コンポーネント | 仕様 |
| レーザー光源 | ディスクレーザーまたは反射防止ファイバーレーザー、出力≥6000W |
| ビームスポット径 | 0.03-0.06mm (high energy density) |
| 位置決め繰り返し精度 | X/Y軸:±0.04mm、回転軸:±0.08° |
| 機械剛性 | 完全密閉型防滴構造、耐食性コーティング |
| 切断ヘッド | 金メッキミラー+二重ガスチャネル(独立した内側/外側ガス制御) |
| 制御システム | 材料データベース(チタン/亜鉛メッキ鋼用プリロード済みパラメータ) |
| 補助システム | 二重ガス供給(窒素+圧縮空気)、亜鉛煙フィルター |
プロセス最適化
- チタンの切断:アルゴンガスシールド(酸化防止)、焦点位置オフセット -0.2~-0.5mm
- 亜鉛メッキ鋼板:プレパージモードで亜鉛層を除去、ガス圧を20%低減
- 代表的な用途:航空宇宙用チタンチューブ(5mm TC4)、空調ダクト(3mm SGCC)
(4) 金属管の一般加工(家具、窓・ドア)
主要要件:切断厚さ1~6mm、コスト効率、メンテナンスの容易さ。
機器構成要件
| コンポーネント | 仕様 |
| レーザー光源 | ファイバーレーザー、1000-2000W出力、コスト最適化 |
| ビームスポット径 | 0.05-0.1mm |
| 位置決め繰り返し精度 | X/Y軸:±0.1mm、回転軸:±0.2° |
| 機械剛性 | 軽量溶接構造、耐荷重 ≥500kg |
| 切断ヘッド | 手動焦点調整、銅ノズル(寿命200時間) |
| 制御システム | ユーザーフレンドリーなインターフェース、CAD直接インポート |
| 補助システム | 単一ポンプ式水冷式チラー(±2℃)、標準空気圧縮機(0.8MPa) |
プロセス最適化
- パラメータ:速度 2-4m/min(2mm炭素鋼)、酸素アシスト(0.6-0.8MPa)
- コスト管理:窒素の代わりに圧縮空気を使用(薄肉ステンレス鋼に適用可能)
- 代表的な用途:ステンレス製手すり(3mm 304)、アルミ製窓枠(2mm 6061)
(5) 概要:シナリオベース選定ロジック
| シナリオ | 優先順位 | 予算配分 |
| 高精度 | 精度 > 安定性 > 出力 | 60%+(加工装置) |
| 中厚板バッチ加工 | 出力 > 効率 > メンテナンス性 | 50%+(レーザー発振器) |
| 特殊材料 | 専門性 > 出力 > 安全性 | 40%+(ガスシステム) |
| 一般加工 | コスト > 汎用性 > 基礎精度 | 80%+(ベースマシン) |
注記:機械と材料の適合性確認のため、常にサンプル切断テストを依頼してください.
8. レーザー管材切断機のオプションプロセスモジュール
多くの管材レーザーは専用モジュールの追加が可能です。以下の要件に該当する場合は検討してください:
(1) ベベルヘッド:
レーザーヘッドを傾斜(一般的に±45°以上)させ、溶接接合部用の角度付き端面を切断します。必要な最大ベベル角度を指定してください。標準装備ではない場合があります。.
(2) 穴あけ/タップ加工ユニット:
穴やねじ切り加工用のオプションのドリルまたはタップ工具を装備したシステムがあります。管壁にねじ穴が必要な場合は、タップアップキットまたはレーザー/タップ複合機が必要です。.
(3) ローールベンディングまたは成形:
複合機では管材の曲げ加工や成形も可能な場合があります。該当する場合は、専用多機能機として宣伝されます。.
(4) 材料ハンドリングアタッチメント:
バンドルローダー(複数管材同時投入)、切断分離装置、スタッカーなどのオプションにより、自動化レベルを向上できます。.
結論
管材仕様(サイズ、形状、材質、板厚、必要な加工)を全てリスト化し、このチェックリストに沿って確認してください。サプライヤーの機械データを比較し、各重要特性が満たされていることを確認してください。適切な管材レーザー切断機の選定には、管材特性と機械機能(径/長さ対応能力、チャック方式、サポート、出力、オプションモジュール)のバランスを考慮し、生産ニーズに最適な機種を見極めることが重要です。.












