As máquinas de corte a laser de tubos estão mudando profundamente a forma como os tubos são tradicionalmente processados, graças à sua alta precisão, velocidade, versatilidade, redução de desperdício e automação. Escolher a máquina certa máquina de corte a laser para tubos é fundamental para otimizar a produtividade, reduzir custos e melhorar a qualidade do produto. Este artigo lhe dará uma referência para a seleção correta da máquina de corte de tubos a laser.
1. Confirme o diâmetro e o comprimento do tubo
Diâmetro máximo do tubo:
Certifique-se de que o mandril/quadro da máquina possa prender seu maior tamanho de tubo. O próprio diâmetro do mandril refere-se ao tamanho máximo do tubo que ele pode prender, portanto, o ideal é escolher o mandril um pouco acima do diâmetro máximo do tubo.
Por exemplo, um mandril de Φ220 mm pode suportar tubos de até 220 mm, um mandril de Φ350 mm pode suportar tubos de até 350 mm, etc. A espessura da parede do tubo de processamento de até 12 mm, o diâmetro máximo do tubo φ220 mm, o comprimento mais longo do tubo de 5,5 m, só precisa ser cortado, sem necessidade de gravação de perfuração e outros processos. Então, de acordo com essa exigência, podemos combinar o diâmetro do mandril com o equipamento de 6 m de comprimento. Esses dados são suficientes para atender às necessidades dos clientes.
Comprimento máximo do tubo:
Verifique o deslocamento do carregador da máquina de corte a laser de tubos. Os modelos comuns lidam com estoques de até 6-12 m. Uma máquina de leito mais longo com alimentação completa é ideal se você cortar muitos segmentos curtos de material mais longo.
O comprimento do tubo também afeta o sistema de alimentação da máquina de corte de tubos a laser.
Adaptação do sistema de alimentação
- Tubos curtos (<1 metro): adequados para alimentação manual ou sistemas de alimentação automática simples.
- Tubos de comprimento médio (1 a 6 metros): precisam ser equipados com um sistema padrão de alimentação e descarga automática para aumentar a produtividade.
- Tubos de comprimento longo (>6 metros): requerem um sistema de alimentação automática aprimorado e suportes para evitar que o tubo se dobre ou caia durante o processamento.
2. Confirmar o formato do tubo
O formato da seção transversal dos seus tubos afeta a aderência e a estabilidade do corte. Os formatos padrão - redondo, quadrado e retangular - são facilmente manuseados por quase todos os cortadores de tubos a laser.
As máquinas avançadas suportam bem esses formatos; por exemplo, um modelo corta tubos retangulares de até 250×150 mm. Se suas peças incluírem perfis especiais (por exemplo, tubos elípticos, canais em U/C, formatos em "T" ou "L" ou extrusões personalizadas), talvez seja necessário um aperto extra.
Em geral, quanto mais irregular for o perfil, mais mandris (ou mandíbulas independentes) serão benéficos. Uma configuração de 4 mandíbulas (quatro mandris) é geralmente recomendada para formas altamente irregulares (ela fornece uma garra extra para perfis personalizados). Para formas ligeiramente não circulares (ovais, polígonos, tubos angulares), um sistema de 3 garras geralmente é suficiente, mas preste atenção ao alinhamento.
Tubos redondos/retangulares/quadrados:


Os lasers de tubo padrão (com 2 ou 3 mandris) lidam com eles sem problemas. Basta garantir que as garras ou pinças do mandril correspondam ao formato do tubo. Formas multifacetadas, como quadrados, geralmente têm adaptadores dedicados para quadrados.
Perfis irregulares:

Tubos elípticos ou não simétricos são mais difíceis de centralizar e cortar. Se você precisar cortar muitos desses perfis, escolha uma máquina com pelo menos três mandris (para suporte extra) e pergunte se existe uma quarta opção de mandril. O mandril extra agarra o tubo com mais firmeza, melhorando a precisão em formas estranhas.
Seções abertas complexas:


Itens como vigas I, canais ou tubos "H" devem ser verificados caso a caso. Alguns lasers de tubo podem ser equipados com grampos ou roletes especiais para manter as seções abertas; discuta isso com o fornecedor, se necessário.
3. Confirmar os requisitos de processamento do tubo
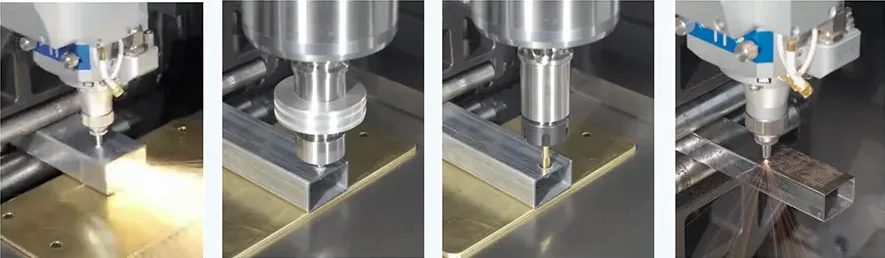
Além do corte reto, determine qualquer usinagem adicional que seus tubos precisem. Muitas aplicações exigem furos, entalhes, chanfros ou roscas nos tubos:
Perfuração/Puncionamento de furos:
Os lasers podem fazer furos ao permanecer em um ponto ou usar um pulso de alta potência, mas isso é lento. Se precisar de muitos furos ou ranhuras, verifique se a máquina oferece um acessório de perfuração/perfuração. Alguns lasers de tubo integram uma pequena furadeira ou punção CNC para fazer furos e entalhes, o que pode ser muito mais rápido do que a perfuração a laser pura para tiragens grandes ou longas.
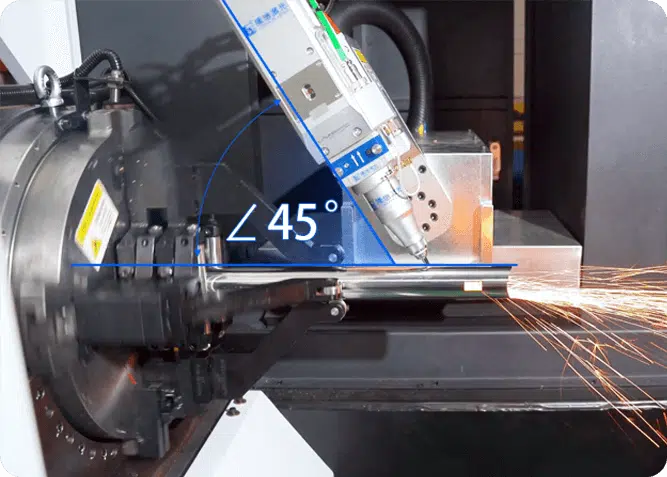
Corte em bisel:
Se o projeto precisar de extremidades angulares (preparação da solda), você deverá escolher uma máquina com opção de cabeça chanfrada (por exemplo, Máquina de corte de tubos a laser para biselamento LX-T16). Um cabeçote de chanfro inclina o laser (geralmente até 45°) para produzir cortes angulares. Esse é um módulo opcional em muitas máquinas. Se você não tiver um cabeçote de chanfro, a máquina só fará cortes perpendiculares.
Rosqueamento/rosqueamento:
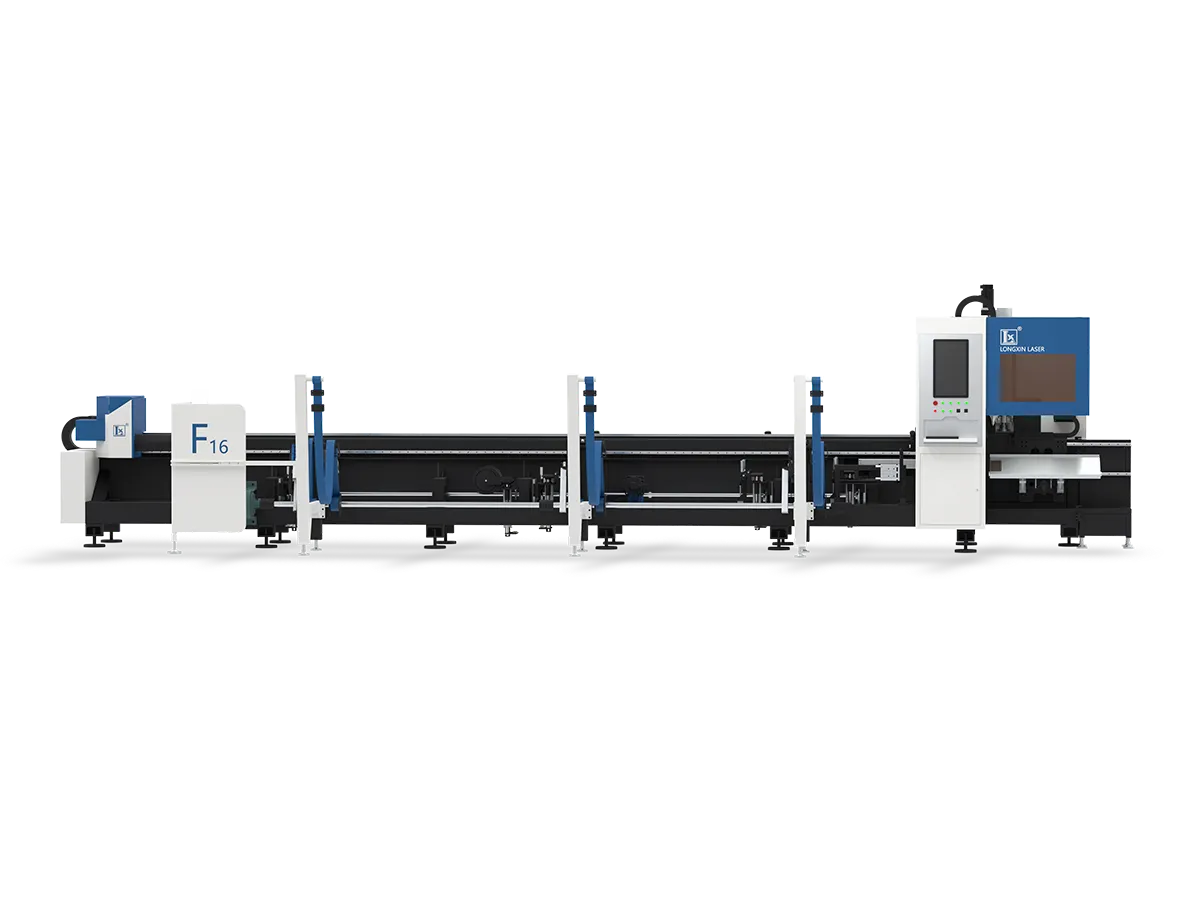
Os lasers padrão não cortam diretamente as roscas dos parafusos. Normalmente, o rosqueamento é feito com um macho mecânico ou uma fresa de rosca. Alguns lasers de tubo avançados (LX-F16) oferecem uma ferramenta opcional de rosqueamento automático ou de fresamento de roscas que pode ser usada em uma única configuração. Se suas peças precisarem de extremidades ou furos rosqueados, pergunte se a máquina pode integrar uma unidade de rosqueamento ou se o rosqueamento deve ser feito separadamente após o corte.
4. Confirmar o peso e a estabilidade do tubo
Tubos pesados ou longos requerem cuidado extra. Um tubo de parede pesada ou uma barra muito longa pode ceder sob seu próprio peso, o que afeta a qualidade do corte. Quando estiver avaliando as máquinas, verifique:
Sistemas de suporte:
Um sistema de suporte robusto é fundamental. Muitos lasers de tubo usam suportes de cauda flutuantes que se movem com o carro. Esse suporte de "acompanhamento" mantém a altura do tubo constante à medida que ele é alimentado, evitando a curvatura. Com um suporte flutuante, o processo de carregamento e rotação permanece estável e a curvatura do tubo é evitada.
Alguns fornecedores chamam as versões avançadas de "suporte inteligente" - elas se ajustam automaticamente ao contorno ou à flexão do tubo. Sempre escolha uma máquina com suportes espaçados próximos ao cabeçote de corte para trabalhos pesados.
Limites de peso:
Verifique o peso máximo do tubo que a máquina pode suportar. Isso geralmente é indicado como "peso máximo por metro" para um tubo. Exceder esse valor pode sobrecarregar os motores ou causar erros de alimentação. Se você trabalha com tubos de aço muito grossos (densidade pesada), escolha uma máquina projetada para essa carga.
Equipamento de carregamento:
Para tubos muito pesados, pode ser necessário um carregador integrado ou uma interface de guindaste. Algumas máquinas incluem uma mesa de fixação integrada ou um elevador automatizado para tubos pesados.
5. Confirme a configuração do mandril (2 mandris ou mais?)
Você já deve ter decidido o tamanho do mandril de acordo com o diâmetro do tubo e o comprimento do corte e, em seguida, precisa pensar na estabilidade do processo de corte a laser, na precisão e no desperdício. Em geral, o número de mandris (mandíbulas) determina a estabilidade da fixação do tubo da máquina, bem como o desperdício final.
Sistemas 2-Chuck:
Eles têm um mandril fixo no cabeçote e um mandril móvel no cabeçote móvel. Elas são mais simples e geralmente mais baratas, adequadas para tubos redondos ou quadrados simples. As máquinas de dois mandris são comuns para trabalhos pequenos e médios.
Os cortadores de tubos a laser comuns de dois mandris geralmente deixam uma longa cauda de sucata (a parte do tubo entre o último corte e a extremidade) porque, quando o corte está ao alcance do mandril, qualquer toco restante se torna sucata. Além disso, com apenas dois pontos de fixação, os tubos muito pesados ou muito longos têm maior probabilidade de se deformar.
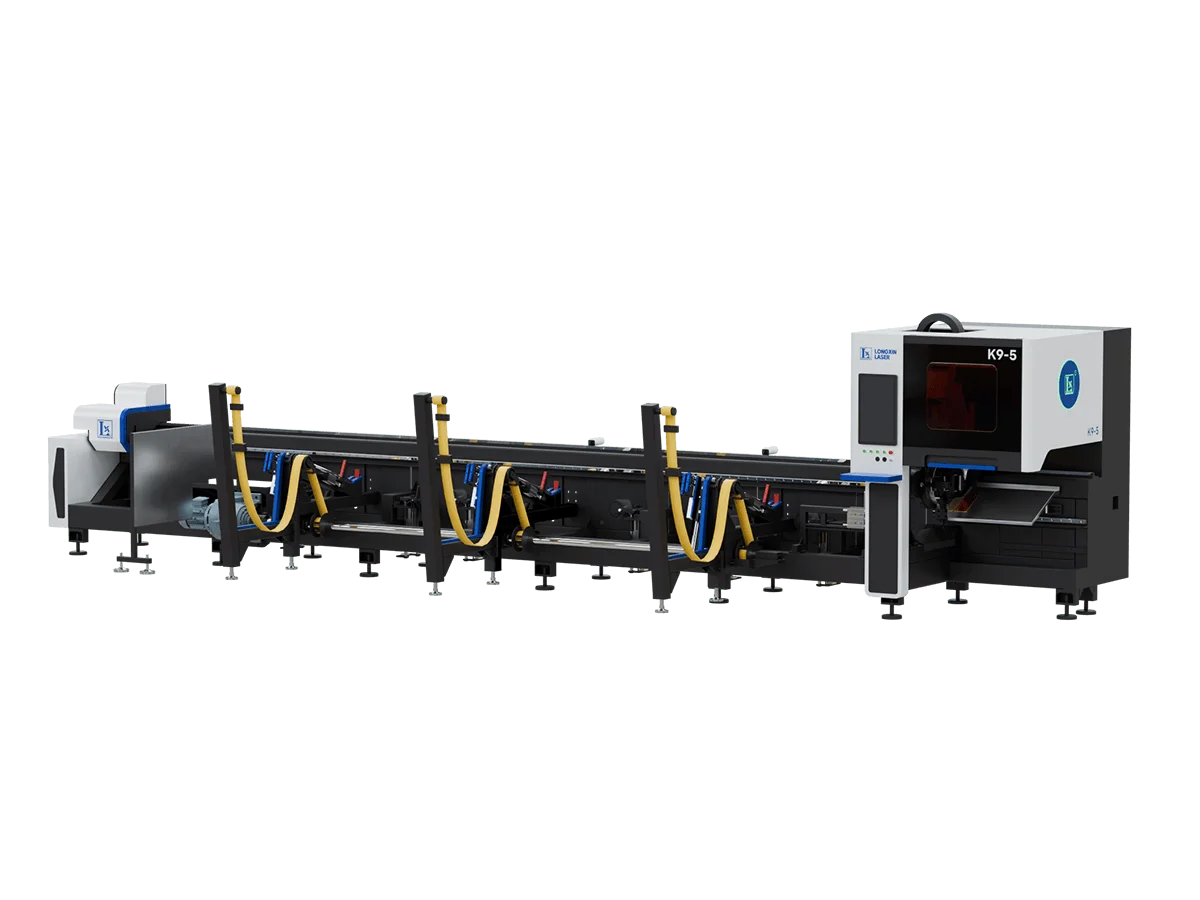
No entanto, como a tecnologia continua a se desenvolver, em 2025 já existem máquinas de corte de tubos a laser (LX-K9-5) que usam apenas dois mandris para obter extremidades 0, comparáveis aos resultados de três mandris. O princípio técnico é que, antes de cortar a última parte do tubo, o cabeçote de corte a laser se levanta, permitindo que o mandril dianteiro se mova para a frente e prenda o tubo para fora do caratê traseiro, obtendo um processamento de material com cauda 0 no final.
Sistemas 3-Chuck:
Aqui, dois mandris acionam o tubo e um terceiro (geralmente fixado próximo ao cabeçote) fornece um grampo extra no meio do comprimento. Essa configuração trava o tubo com mais firmeza, o que melhora a precisão do corte em peças mais longas e reduz a vibração. É importante ressaltar que um sistema de 3 mandris pode alimentar o tubo totalmente, muitas vezes atingindo zero desperdício de cauda, pois a máquina empurra todo o tubo.
Os fabricantes observam que os cortadores de tubos a laser de 3 mandris são versáteis e econômicos (mais baratos do que adicionar um cabeçote extra). A desvantagem é a complexidade e o preço um pouco maiores do que os de uma máquina de 2 mandris, mas com maior rendimento e eficiência.
Dica de escolha:
- Se o seu trabalho com tubos for principalmente o corte de formas padrão e comprimentos moderados, um cortador de tubos a laser comum de 2 mandris será suficiente.
- Se você quiser minimizar a perda, vale mais a pena investir em uma máquina de 2 mandris com prevenção de mandril frontal ou em uma máquina normal de 3 mandris.
- Para perfis complexos, alta precisão, serviços pesados e tubos extralongos, é necessária uma máquina de corte de tubos a laser personalizada, possivelmente com 4 ou mais mandris.
- Mais mandris nem sempre são melhores. Um aumento no número de mandris significa um redesenho da estrutura mecânica, o que pode aumentar significativamente o custo do maquinário e, geralmente, requer personalização, o que consome tempo.
6. Necessidades de automação (carregamento/descarregamento)
Para trabalhos pesados ou de alto volume, considere máquinas com sistemas automáticos de carga e descarga. Esses sistemas usam esteiras transportadoras ou braços robóticos para alimentar os tubos no laser e remover as peças cortadas, aumentando drasticamente o rendimento e reduzindo o trabalho manual. O carregamento automático é opcional, mas valioso se você corta muitos tubos semelhantes; ele também aumenta a segurança (sem levantamento manual).
Se o orçamento for apertado e os volumes forem baixos, você pode carregar os tubos manualmente, mas certifique-se de ter meios (como uma mesa de fixação) para prendê-los manualmente.

Sistemas de suporte (Follow/Intelligent)
Além do cabeçote móvel básico, as máquinas modernas oferecem suporte de tubo aprimorado:
- Suporte flutuante (Follow): Esse suporte rola sobre trilhos sob o tubo e se move junto com o cabeçote de corte. Ele continua apoiando a extremidade do tubo continuamente à medida que ele é alimentado, impedindo que a parte traseira se curve ou vibre. Isso é essencial para tubos longos ou muito flexíveis.
- Cabeçote móvel fixo: As máquinas mais antigas ou mais simples usam um cabeçote móvel fixo que não se move. Isso é bom para comprimentos curtos, mas, assim que você corta a extremidade do tubo, a parte restante pode cair, pois só é suportada por uma extremidade.
- Suporte inteligente: Alguns cortadores avançados têm sensores que detectam a curvatura ou a deflexão do tubo e ajustam automaticamente a altura do suporte. Esse sistema "inteligente" mantém uma distância constante entre o foco e o tubo, mesmo em tubos deformados. Se você lida com material curvado ou inconsistente, pergunte sobre esse recurso.
7. Escolha uma máquina de corte de tubos a laser com base na precisão do processamento
(1) Aplicações de alta precisão (dispositivos médicos, componentes eletrônicos)
Principais requisitos: Precisão de corte ≤±0,05 mm, superfícies de corte lisas, zonas mínimas afetadas pelo calor.
Requisitos de configuração do equipamento
| Componente | Especificações |
| Fonte de laser | Laser de fibra, potência de 1500-3000W, qualidade do feixe M²<1,1 |
| Diâmetro do ponto do feixe | ≤0,02 mm (ponto ultrafino para materiais finos) |
| Repetir a precisão do posicionamento | Eixo X/Y: ±0,03 mm, eixo rotativo: ±0,05° |
| Rigidez da máquina | Cama de ferro fundido + estrutura otimizada por FEA, resistência à vibração ≥50Hz |
| Cabeça de corte | Cabeça de corte com foco automático e bocal de cerâmica (abertura de 1,0 a 1,5 mm) |
| Sistema de controle | Capacidade de corte por pulso, banco de dados de processos, monitoramento em tempo real |
| Sistemas auxiliares | Nitrogênio de alta pureza (≥99,999%), resfriador de água (estabilidade de ±0,5°C) |
Otimização de processos
- Parâmetros: Velocidade 1-2m/min (aço inoxidável de 1mm), frequência de pulso >2000Hz
- Seleção de gás: Nitrogênio para aço inoxidável (12-15 bar), oxigênio para aço carbono (8-10 bar)
- Aplicações típicas: Suportes de instrumentos cirúrgicos (liga de titânio de 0,5 mm), microconectores (liga de cobre de 1 mm)
(2) Produção em lote de material de espessura média (construção, maquinário pesado)
Principais requisitos: Espessura de corte de 8 a 20 mm, alta eficiência, estabilidade de operação contínua.
Requisitos de configuração do equipamento
| Componente | Especificações |
| Fonte de laser | Laser de fibra, potência de 4000-12000W, flutuação de potência <±2% |
| Diâmetro do ponto do feixe | 0,05-0,1 mm (equilibra velocidade e precisão) |
| Repetir a precisão do posicionamento | Eixo X/Y: ±0,05 mm, eixo rotativo: ±0,1° |
| Rigidez da máquina | Estrutura de aço soldada com suporte transversal, capacidade de carga ≥2000 kg |
| Cabeça de corte | Revestimento antirreflexo, design de bocal de troca rápida |
| Sistema de controle | Processamento de arquivos em lote, aninhamento automático |
| Sistemas auxiliares | Resfriamento a água com bomba dupla (estabilidade de ±1°C), remoção de poeira ≥6000m³/h |
Otimização de processos
- Parâmetros: Velocidade 0,5-1,5 m/min (aço carbono de 12 mm), assistência de oxigênio (1,5-2 MPa)
- Eficiência: Integração automática do carregador, tempo de troca do bico <10s
- Aplicações típicas: Estruturas de aço para pontes (Q355 de 16 mm), tubos de cilindros hidráulicos (aço 45# de 10 mm)
(3) Processamento de materiais especiais (liga de titânio, aço galvanizado)
Principais requisitos: Manuseio de materiais reflexivos/oxidáveis/alto ponto de fusão.
Requisitos de configuração do equipamento
| Componente | Especificações |
| Fonte de laser | Laser de disco ou laser de fibra antirreflexo, ≥6000W de potência |
| Diâmetro do ponto do feixe | 0,03-0,06 mm (alta densidade de energia) |
| Repetir a precisão do posicionamento | Eixo X/Y: ±0,04 mm, eixo rotativo: ±0,08° |
| Rigidez da máquina | Estrutura totalmente fechada à prova de respingos, revestimento resistente à corrosão |
| Cabeça de corte | Espelhos com revestimento dourado + canais de gás duplos (controle de gás interno/externo independente) |
| Sistema de controle | Banco de dados de materiais (parâmetros pré-carregados para titânio/aço galvanizado) |
| Sistemas auxiliares | Fornecimento duplo de gás (nitrogênio + ar comprimido), filtragem de fumaça de zinco |
Otimização de processos
- Corte de titânio: Blindagem de argônio (evita oxidação), deslocamento da posição de foco -0,2~-0,5 mm
- Aço galvanizado: O modo de pré-purga remove a camada de zinco, 20% reduz a pressão do gás
- Aplicações típicas: Tubos de titânio aeroespacial (TC4 de 5 mm), dutos HVAC (SGCC de 3 mm)
(4) Processamento geral de tubos de metal (móveis, janelas/portas)
Principais requisitos: Espessura de corte de 1 a 6 mm, custo-benefício e fácil manutenção.
Requisitos de configuração do equipamento
| Componente | Especificações |
| Fonte de laser | Laser de fibra, potência de 1000-2000W, custo otimizado |
| Diâmetro do ponto do feixe | 0,05-0,1 mm |
| Repetir a precisão do posicionamento | Eixo X/Y: ±0,1 mm, eixo rotativo: ±0,2° |
| Rigidez da máquina | Estrutura soldada leve, capacidade de carga ≥500 kg |
| Cabeça de corte | Ajuste manual do foco, bocal de cobre (vida útil de 200 horas) |
| Sistema de controle | Interface fácil de usar, importação direta de CAD |
| Sistemas auxiliares | Resfriador de água de bomba única (±2°C), compressor de ar padrão (0,8MPa) |
Otimização de processos
- Parâmetros: Velocidade de 2-4m/min (aço carbono de 2mm), assistência de oxigênio (0,6-0,8MPa)
- Controle de custos: Ar comprimido em vez de nitrogênio (aceitável para aço inoxidável fino)
- Aplicações típicas: Grades de aço inoxidável (3 mm 304), molduras de janelas de alumínio (2 mm 6061)
(5) Resumo: Lógica de seleção baseada em cenários
| Cenário | Ordem de prioridade | Alocação orçamentária |
| Alta precisão | Precisão > Estabilidade > Potência | 60%+ no equipamento |
| Lote de espessura média | Potência > Eficiência > Manutenção | 50%+ na fonte de laser |
| Materiais especiais | Especialização > Energia > Segurança | 40%+ em sistemas a gás |
| Processamento geral | Custo > Usabilidade > Precisão básica | 80%+ na máquina básica |
Observação: Sempre solicite testes de corte de amostras para verificar a compatibilidade entre a máquina e o material.
8. Módulos de processo opcionais para máquina de corte a laser de tubos
Muitos lasers tubulares podem adicionar módulos especializados. Considere esses módulos se seu trabalho exigir:
(1) Cabeça de chanfro:
Isso inclina o cabeçote do laser (geralmente ±45° ou mais) para cortar extremidades angulares para juntas de solda. Especifique o ângulo de chanfro máximo necessário. Nem todas as máquinas incluem isso por padrão.
(2) Unidade de perfuração/rosqueamento:
Alguns sistemas têm uma furadeira ou ferramenta de rosqueamento opcional para fazer furos ou roscas. Se você precisar de furos rosqueados nas paredes do tubo, será necessário um kit de rosqueamento ou uma máquina combinada de laser/rosqueamento.
(3) Flexão ou conformação por rolo:
Ocasionalmente, as máquinas combinadas também podem dobrar ou formar tubos. Se for o caso, elas serão anunciadas como unidades multifuncionais especializadas.
(4) Acessórios de manuseio de materiais:
Opções como carregadores de feixes (para vários tubos de uma vez), acessórios de corte transversal ou empilhadeiras podem ser oferecidas para níveis mais altos de automação.
Conclusão
Liste todas as especificações de seus tubos (tamanhos, formas, materiais, espessuras de parede, operações necessárias) e siga esta lista de verificação. Compare os dados das máquinas dos fornecedores para garantir que cada atributo crítico seja coberto. A escolha do cortador a laser para tubos correto envolve o equilíbrio entre as características do tubo e os recursos da máquina (capacidade de diâmetro/comprimento, tipo de mandril, suportes, potência e módulos opcionais) para encontrar a melhor opção para suas necessidades de produção.







