Descripción
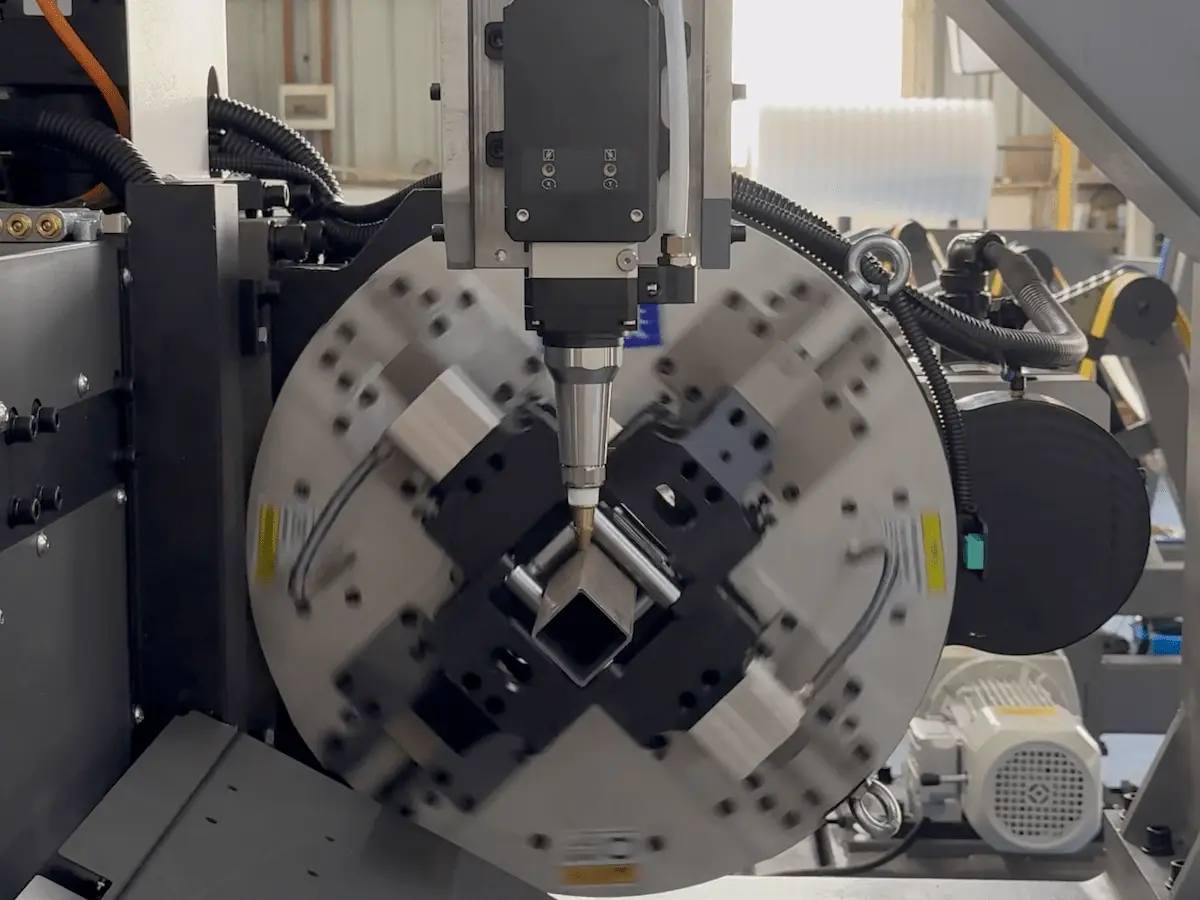
El mandril es el corazón de cualquier máquina de corte de tubos por láser: su estado de sujeción afecta directamente a la precisión de corte, la concentricidad de las piezas y el tiempo de actividad de la máquina. A continuación se ofrece una guía práctica, a nivel de ingeniería, que clasifica los problemas más comunes de sujeción de los mandriles, explica sus causas fundamentales y proporciona soluciones claras y orientadas a la acción, así como las mejores prácticas de mantenimiento que se pueden aplicar en el taller.
Lista de verificación para un diagnóstico rápido (qué revisar primero)
-
¿Se desplaza la pieza durante el corte (desviación posicional o costuras dobladas)?
-
¿Hay deslizamiento o fuerza de sujeción desigual?
-
¿Algún ruido o vibración inusual en el conjunto del mandril?
-
¿Hay fugas de aire (silbidos) o el sistema está perdiendo presión neumática?
-
¿La concentricidad de la pieza está fuera de tolerancia (>0,1 mm)?
Si ha respondido “sí” a alguna de las preguntas anteriores, siga los pasos de solución de problemas específicos que se indican a continuación.
Problemas comunes, causas y soluciones paso a paso
1) Sujección inestable → desviación posicional
Síntomas: La pieza de trabajo se desplaza durante el corte, lo que provoca desviaciones en los agujeros/cortes o anchuras de costura inconsistentes.
Posibles causas y soluciones
-
Caras de mandíbula desgastadas: Inspeccione las mordazas en busca de desgaste, picaduras o deformaciones en forma de “campana”. Reemplace las mordazas muy desgastadas.
-
Acumulación de residuos: Desmonte el mandril y limpie los rieles guía, los bloques de sujeción y las superficies de contacto para eliminar el polvo de hierro y las virutas.
-
Holgura mecánica: Revise los rodillos, los engranajes y el juego de la transmisión; restablezca el engranaje y las holguras de los rodillos según las especificaciones del fabricante.
-
Presión neumática: Asegúrese de que la presión de aire de funcionamiento sea estable; la abrazadera suele necesitar aproximadamente 0,4-0,6 MPa Para un agarre confiable, verifique el regulador y el suministro.
2) Deslizamiento debido a una fuerza de sujeción insuficiente.
Síntomas: La pieza de trabajo se desliza durante la rotación/corte; esto se observa con frecuencia en materiales más pesados o redondos.
Correcciones
-
Trayectoria y presión del aire: Inspeccione las líneas neumáticas, los accesorios y las válvulas en busca de fugas. Aumente la presión de trabajo hasta el rango de funcionamiento adecuado (consulte las especificaciones de la máquina).
-
Contaminación de la superficie de contacto: Elimine el aceite, las virutas y el polvo de las caras de las mordazas.
-
Mandíbulas o cilindros traseros desgastados: Inspeccione y reemplace los componentes de la mandíbula desgastados o los cilindros con fugas.
3) Ruido, traqueteo o vibración
Síntomas: Sonidos inusuales durante la rotación del mandril; oscilación visible del mandril.
Causas y soluciones
-
Piezas internas sueltas o desgastadas: Apriete los sujetadores y compruebe el juego de los cojinetes. Reemplace los cojinetes o las piezas de la caja de cambios desgastadas.
-
Virutas/residuos de corte entre los dientes del engranaje: Limpie los dientes del engranaje y aplique la lubricación adecuada (consulte las instrucciones de lubricación).
-
Desalineación del engranaje: Ajuste el espacio libre del engranaje para garantizar una transmisión suave.
4) Fugas neumáticas (escape de aire)
Síntomas: Silbido audible, pérdida de fuerza de sujeción, funcionamiento intermitente.
Correcciones
-
Reemplazar las juntas: Revise y reemplace las juntas tóricas y los elementos de sellado que presenten signos de desgaste, cortes o deformaciones.
-
Reparar las vías de fuga internas: Desmonte y someta a prueba de presión el mandril para localizar fugas internas; repare los conductos dañados.
-
Revise los accesorios y las válvulas: Verifique las conexiones de los tubos, las válvulas solenoides y las juntas de los cilindros.
5) Concentricidad (desviación) fuera de tolerancia
Impacto: Provoca una mala ubicación de los orificios y un mal ajuste del ensamblaje.
Procedimiento de corrección
-
Mida con un indicador de cuadrante: Utilice un indicador de cuadrante para comprobar la excentricidad y registre las lecturas.
-
Ajustar el montaje: Vuelva a colocar y fijar el mandril dentro de las tolerancias permitidas; objetivo típico ≤ 0,1 mm concentricidad.
-
Utilice rutinas de centrado automático: Si está disponible, ejecute la rutina de nivelación/centrado automático de cinco puntos de la máquina para realizar una alineación precisa.
Mantenimiento diario y periódico (prácticas preventivas)
Lubricación
-
Aplique grasa a base de litio (grasa de litio n.º 2) a los cojinetes y al engranaje en cada turno o según el programa de lubricación de la máquina.
Limpieza
-
Elimine regularmente la escoria láser y las virutas metálicas. Realice una limpieza ligera 2 o 3 veces por semana; inspeccione y limpie en profundidad de forma periódica.
Calidad y presión del aire
-
Utilice aire comprimido limpio y seco. Mantenga la presión de suministro principal dentro del rango especificado por la máquina (rango de suministro general 0,4-1,0 MPa), mientras que las especificaciones de las abrazaderas suelen funcionar en torno a 0,4-0,6 MPa.
Comprobaciones de los sujetadores y previas a la ejecución
-
Antes de cada turno: revise los sujetadores de las mordazas, los límites de apertura de las mordazas y que el mandril se cierre y se abra sin problemas.
-
Nunca utilice el mandril con el suministro de aire apagado intencionadamente y evite presionar el botón de liberación manual mientras el mandril esté girando.
Normas de seguridad y mejores prácticas
-
Apague siempre y aísle el suministro neumático antes de retirar o instalar el mandril.
-
Reduzca la velocidad de rotación cuando trabaje con piezas cercanas a la capacidad de sujeción del mandril.
-
Para perfiles no estándar o de paredes delgadas, ajuste las RPM y la estrategia de sujeción para evitar deformaciones.
-
Al mecanizar tubos con formas irregulares, utilice mordazas personalizadas adaptadas al perfil y considere la posibilidad de utilizar trayectorias de herramienta especiales (muchas máquinas ofrecen una “trayectoria de herramienta especial con una sola tecla” para tubos cuadrados sin biseles).
Configuraciones especiales y consejos
-
Circuitos de 3 y 4 conductos: Conozca la disposición neumática de su mandril. Un mandril de 4 circuitos de aire suele controlar el rodillo principal y una mordaza rígida auxiliar de forma independiente; los mandriles de 3 circuitos de aire pueden depender de la mordaza principal para controlar la mordaza auxiliar cuando se ventila. Configure la lógica de control de forma adecuada para evitar liberaciones inesperadas.
-
Mandíbulas personalizadas para secciones irregulares: Si las mordazas estándar no pueden sujetar un tubo asimétrico o perfilado, coloque mordazas personalizadas diseñadas para esa sección a fin de mantener la concentricidad y evitar deslizamientos.
Flujo de resolución de problemas (compacto)
-
Reproduzca el síntoma y registre cuándo y cómo ocurre.
-
Inspección visual: mordazas, juntas, accesorios y residuos.
-
Neumática: revise la presión, las mangueras y los solenoides.
-
Mecánica: inspeccionar los cojinetes, engranajes y sujetadores.
-
Mida la concentricidad y vuelva a alinear o reemplace las piezas según sea necesario.
-
Realice un corte de verificación y supervise la repetibilidad.
Conclusión
Un programa de mantenimiento proactivo combinado con medidas disciplinadas de resolución de problemas evitará que los problemas relacionados con el mandril se conviertan en pérdidas de producción. Puntos clave: mantenga limpias las caras de las mordazas y los rieles guía, mantenga la presión neumática correcta, sustituya rápidamente las mordazas o juntas desgastadas y procure mantener la concentricidad. ≤ 0,1 mm con comprobaciones periódicas del indicador de dial. La aplicación de estas recomendaciones minimizará el deslizamiento, mejorará la calidad del corte y prolongará la vida útil del mandril.








