Einführung
Laser cutting has become a cornerstone of modern manufacturing, offering precision, speed, and versatility for a wide range of materials. Among the most common methods are Rohrlaserschneiden und flat laser cutting, each serving distinct purposes in industrial applications. Tube laser cutting specializes in processing pipes, tubes, and profiles with high accuracy, while flat laser cutting excels in shaping sheet metal components.
This article explores the key differences between these two techniques, helping you determine which one best suits your production needs. Whether you’re working with structural tubing or flat metal sheets, understanding their strengths will guide you toward the right solution.
What Is Tube Laser Cutting?
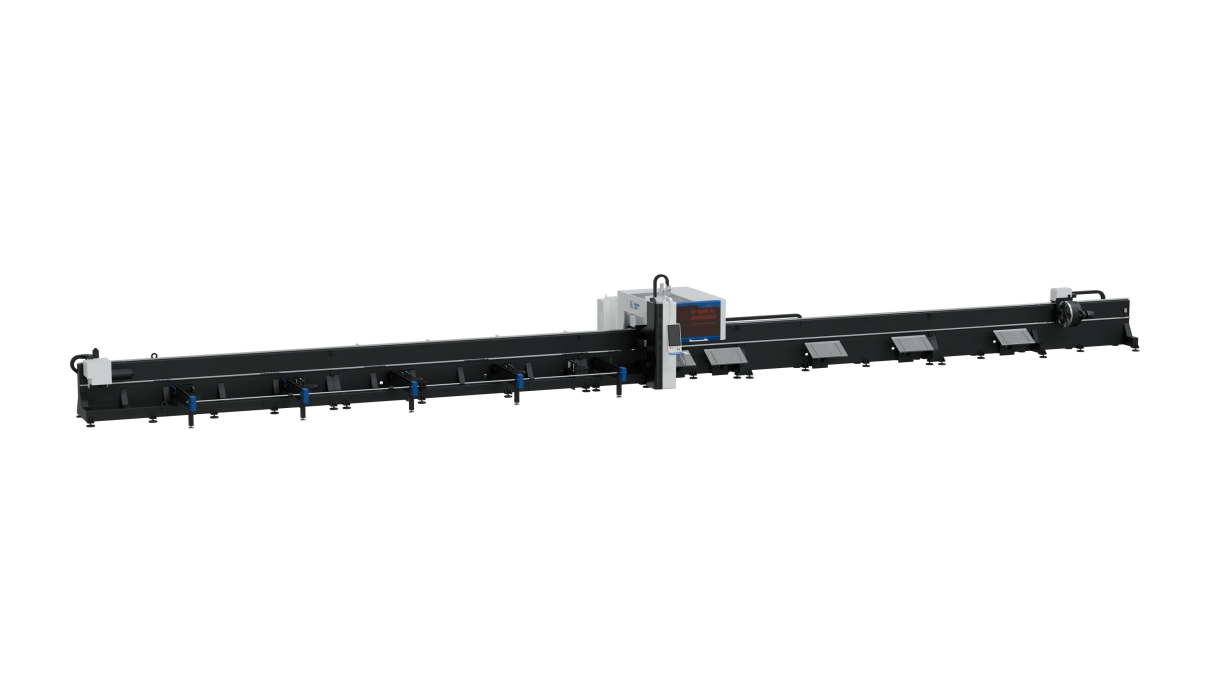
Tube laser cutting is a high-precision technique that uses a high-power density laser beam to process metal or non-metal tubes. Originally applied in the automotive and aerospace industries, it has now expanded to architecture, furniture, and other sectors.
With CNC systems controlling the movement of the laser head along the tube’s axis (X-axis), rotation (A/B axis), and vertical direction (Z-axis), tube laser cutting allows for complex shapes such as coped holes, beveled edges, and supports automated loading and unloading, significantly improving production efficiency.

(1) Types of Materials It Handles
- Round, square, and rectangular tubes (carbon steel, stainless steel, aluminum alloy)
- Special profiles (e.g., custom-shaped sections, waist-shaped tubes)
- Non-metal tubes (e.g., PVC, plastic pipes)
(2) Industries That Commonly Use Tube Laser Cutting
- Automotive: Structural components, exhaust pipes, chassis parts
- Architecture & Home: Steel structures, doors and windows, furniture frames
- Engineering Machinery: Hydraulic pipes, fitness equipment
- New Energy & Medical: Precision tube components
(3) Benefits
- High Precision: Cutting accuracy of up to ±0.05mm, suitable for complex geometries
- Automatisierung: Integrated CNC and robotic loading systems reduce manual operations
- High Efficiency: 8 to 20 times faster than traditional methods, with 15% to 30% material savings
- Flexibilität: Programmable to switch between designs quickly, ideal for small batch custom production
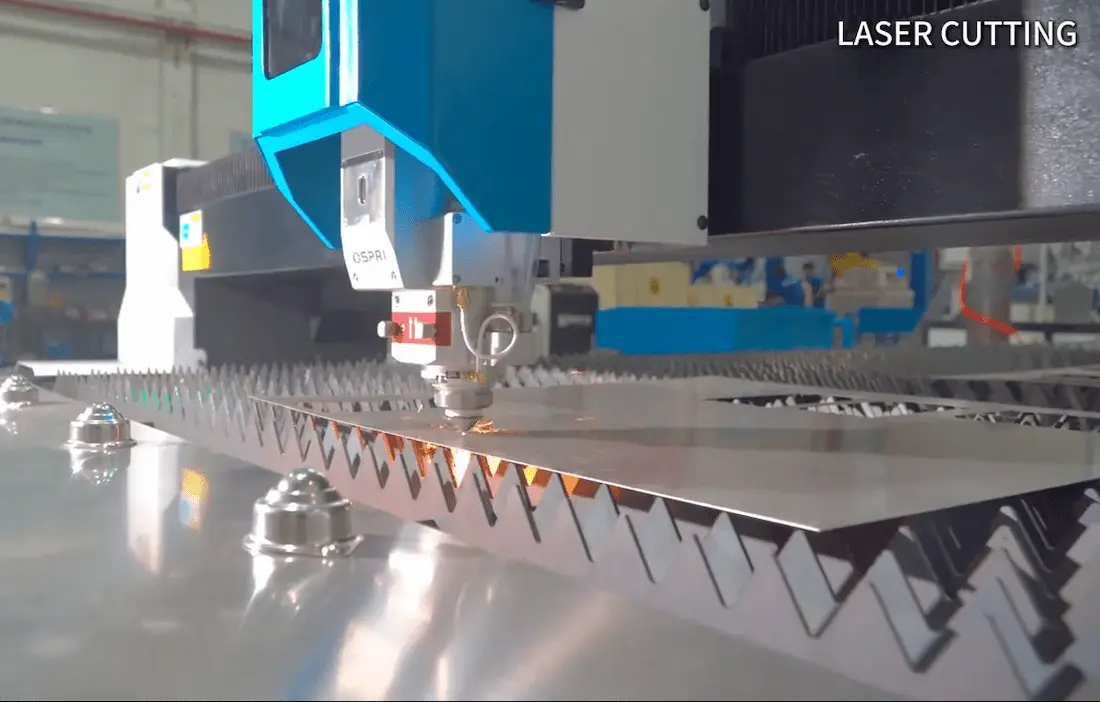
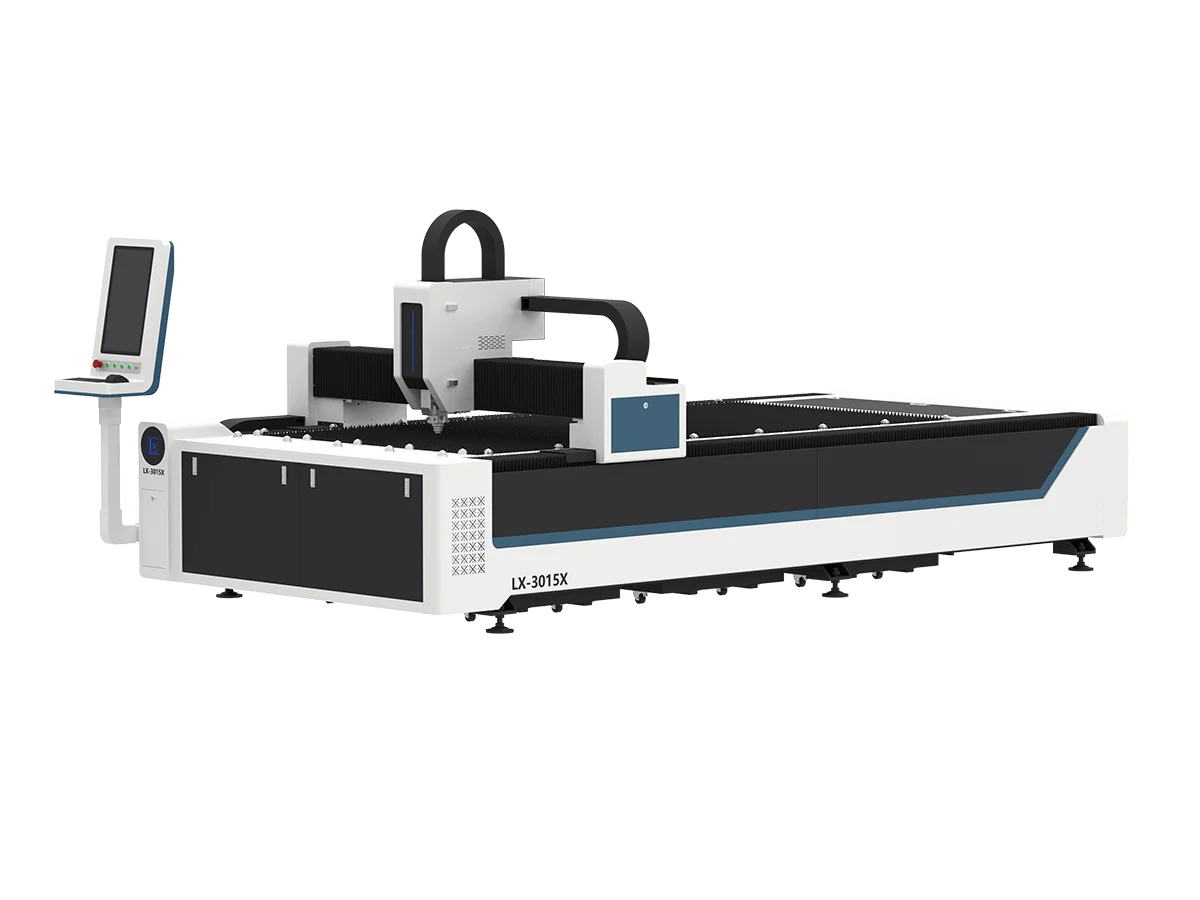
What Is Flat Laser Cutting?
Flat laser cutting is an advanced processing technology that uses a high-power laser beam to precisely cut flat materials such as metal sheets. With computer-controlled laser path movement, it achieves high-speed and high-accuracy results.
(1) Suitable Materials
- Metals: Stainless steel, carbon steel, aluminum (up to 50mm with fiber lasers)
- Non-metals: Acrylic, wood, plastics, glass, composites (mainly with CO₂ lasers)
- Thin Sheets: Ideal for electronics and decorative use due to minimal kerf (cut width ~0.15mm)
(2) Widely Used Industries
- Automotive: Precision cutting of body panels, chassis, and exhaust components
- Furniture & Decor: Customized panels for cabinets, signage, and artistic patterns
- Electronics: Circuit boards, enclosures, heat sinks with micron-level precision
(3) Benefits
- Fast Processing: Cutting speeds up to 120 m/h, significantly faster than plasma or waterjet for thin sheets
- High Accuracy: ±0.05mm tolerance, ideal for complex shapes
- Easy Nesting: Maximizes material usage, reduces waste by 15–30%
- Automation Compatible: Integrates with CNC for lights-out production
Comparison Table: Tube Laser vs. Flat Laser Cutting
| Funktion | Rohrlaserschneiden | Flat Laser Cutting |
|---|---|---|
| Suitable Workpiece | Round/square/rectangular/special-shaped tubes, profiles | Metal sheets, flat plates, non-metals like acrylic, wood |
| Processing Capability | 3D cuts (bevels, coped holes, slots), multi-angle operations | 2D cuts, nesting optimization |
| Material Flexibility | Diameter Ø20–300mm, thickness ≤25mm (carbon steel) | Thickness ≤50mm (fiber), CO₂ required for non-metals |
| Genauigkeit | ±0.05–0.1mm, burr-free, minimal thermal deformation | ±0.05mm, narrow kerf (0.1–0.2mm), ideal for fine outlines |
| Automatisierung | Requires auto-feeding and rotating axes (A/B) | CNC tables, supports lights-out batch production |
| Equipment Cost | Higher (multi-axis movement, custom chucks), ~$32,000+ | Lower entry cost; high-power fiber models >$100,000 |
| Common Industries | Auto exhausts, construction steel, gym equipment | Appliances, signage, electronics |
When to Choose Tube Laser Cutting Over Flat Laser Cutting
The key distinction between tube and flat laser cutting lies in workpiece geometry und 3D processing capabilities. Choose tube laser cutting when:
(1) Project Requirements: Complex Geometry & Automation
- 3D Complex Cutting: Tube laser is ideal for cutting beveled ends, intersecting holes, and slots on tubes and profiles—useful for items like exhaust pipes or curved brackets on fitness equipment.
- Integrated Automation: Equipped with multi-axis systems (A/B axis + pneumatic chucks), tube laser machines support full automation from feeding to unloading.
- Use Cases: Construction node connections, bevel pipe repairs in oil & gas—traditionally requiring multiple steps now completed in one.
(2) ROI: Fewer Steps = Lower Costs
- Process Integration: Replaces sawing, drilling, and punching with a single machine—cutting labor and floor space by 75%.
- Material Savings: Smart nesting reduces waste by 15–30%, such as in scaffold tube production.
- Long-term ROI: Entry-level machines (~$32,000) can break even in 6–12 months due to 8–20× productivity gains.
(3) Product Examples
- Bicycle Frames: Precision cut joints and lightweight designs depend on tube laser’s surface cutting capabilities
- Fitnessgeräte: Dumbbell rods, elliptical frames need angled cuts and slotting
- Scaffolding: Coping of square tubes for multi-angle connections
- Andere: Exhaust manifolds, stretcher frames, hydraulic pipes
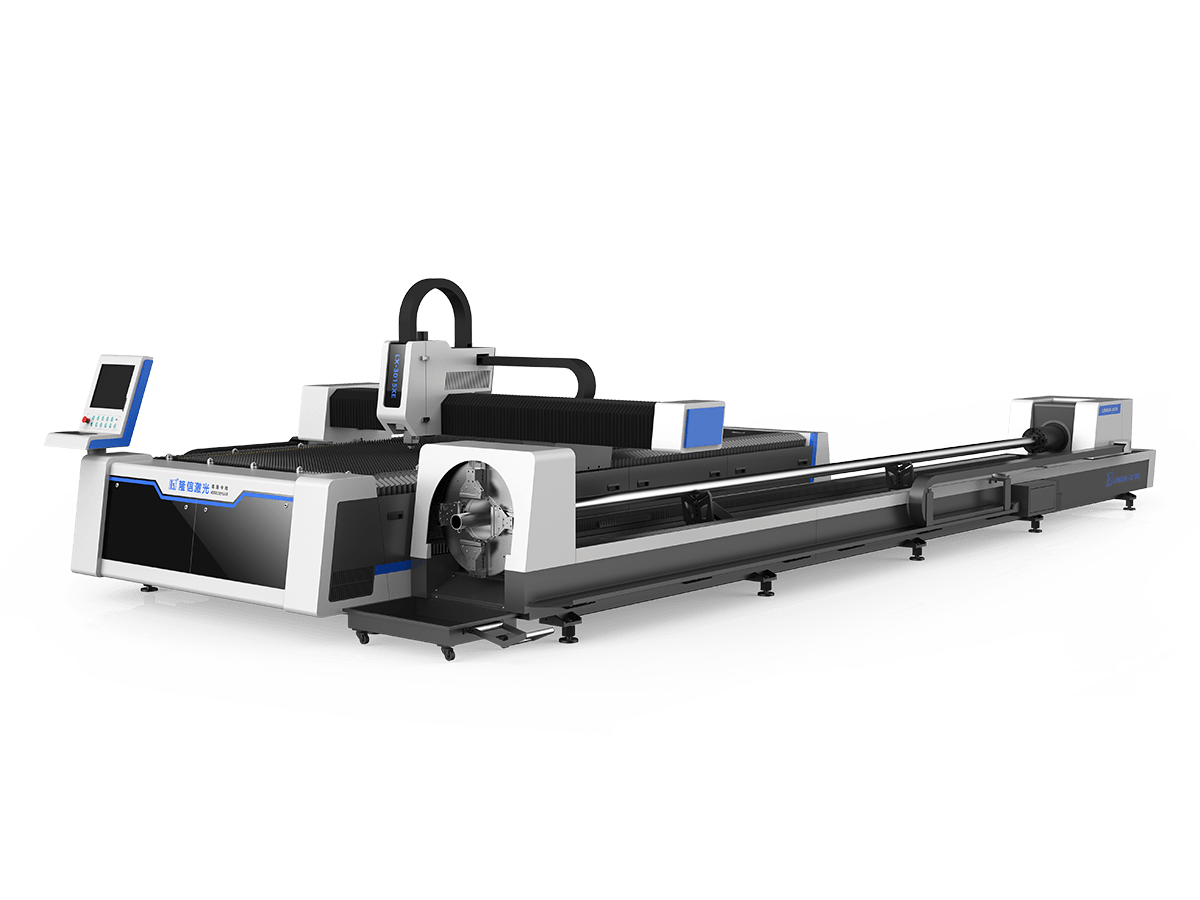
Can One Machine Do Both? Hybrid Laser Cutting Solutions
Hybrid laser cutters (aka “Laserschneidmaschinen für Bleche und Rohre“) combine flat and tube cutting functionality using high-power fiber lasers and multi-axis CNC systems (X/Y/Z + A/B rotation). These machines can clamp pipes or fix plates for versatile processing.
I. Advantages vs. Limitations
| Dimension | Vorteile | Beschränkungen |
|---|---|---|
| Functionality | Cuts sheets (carbon/stainless) and tubes (round/square/special) | Tube dia. limited (typically φ20–220mm); weak on thick sheets (>16mm steel) |
| Productivity | Dual-table auto-switching, seamless task shift | Requires manual fixture/parameter switch; slower than dedicated machines |
| Space & Cost | Saves 50% floor space; avoids dual equipment costs | High unit cost ($50K entry, >$100K high-end) |
| Präzision | ±0.05mm (sheets), ±0.1mm (tubes); smooth, burr-free cuts | Long tubes (>6m) sag, needing extra support |
Typical Use Cases:
- Best fit: Gym equipment (tubes + plates), custom furniture, auto parts
- Not ideal: Ultra-thick sheets (>20mm), large tubes (>300mm dia), micron-level electronics
II. Suitability for SMEs: Balancing Cost & Flexibility
Cost Efficiency:
- One hybrid = one tube cutter + one mid-power flatbed, but only ~60–70% of their combined cost
- Example: A sheet metal shop making casings + tubular frames can avoid outsourcing loss
Lower OPEX:
- Power usage is 20–30% of CO₂ machines
- Modular design simplifies maintenance; ~30% less cost than dedicated tools
Custom Orders:
- Switch jobs via software, no molds needed
- Intelligent nesting for both tubes and sheets = up to 85% material utilization
Caution: If >70% of your orders are tube- or sheet-only, dedicated machines offer better efficiency.
III. Cost Comparison: Hybrid vs. Dedicated Machines
| Cost Item | Hybrid Laser Machine | Tube + Flatbed (Separate) | Savings |
|---|---|---|---|
| Equipment | $50,000–$120,000 | $80,000 (tube) + $70,000 (flat) | 20–40% |
| Space | 15–20 m² | 25–35 m² | 40–50% |
| Operators | 1 person | 1 person each | 50% |
| Monthly Power | 800–1200 kWh | 1500–2000 kWh | 35–45% |
| Annual Maintenance | ~$5,000 | ~$8,000 | ~37.5% |
IV. When to Choose a Hybrid Machine
Scenario A: Both Sheets & Tubes in Custom Orders
- For furniture or medical equipment using mixed materials, hybrids save outsourcing cost and boost yield.
Scenario B: Large Volume or Specialized Production
- If you’re cutting >200 parts/day or >70% are sheet/tube only, dedicated machines work better.
Scenario C: Budget & Space Constraints
- Budget ≥ $50K, factory space ≥ 15㎡; hybrids save 40–50% space compared to two machines.
Scenario D: Return on Investment
- If you produce ≤5000 parts/year and orders are 30–70% tubes vs. sheets, ROI in 1–1.5 years via 50% labor savings.
Conclusion: How to Choose the Right Laser Cutting Method
The core difference lies in material type und geometric complexity. Use this quick-reference guide:
| Requirement | Recommended Method | Common Industry Examples |
|---|---|---|
| Tubes/profiles (round/square/etc) | Rohrlaserschneiden | Auto exhausts, bicycle frames, steel joints |
| Complex 3D cutting (bevels, copes) | Rohrlaserschneiden | Fitness brackets, hydraulic piping |
| Mass sheet cutting (flat parts) | Flat Laser Cutting | Appliance enclosures, signage |
| High-precision 2D cutting | Flat Laser Cutting | Electronics, metal decor |
| Mixed orders (tubes + plates) | Hybrid Laser Machine | Furniture, medical instruments |
Choose Tube Laser Cutting If:
- You process hollow tubes (metal/non-metal), esp. <300mm diameter
- You need complex bevels, intersecting holes, 3D geometries
- You need automation for >100 parts/day
Wählen Sie Flachbett-Laserschneiden, wenn:
- Sie hauptsächlich mit flachen Blechen ≤20 mm Dicke arbeiten
- Geschwindigkeit und Budget für dünne Materialien Priorität haben
- Sie keine Rohrverarbeitungsfunktionen benötigen
Wählen Sie Hybridmaschinen, wenn:
- Sie gemischte Materialaufträge (kleine bis mittlere Serien) akzeptieren
- Sie Platz sparen und die Maschinenauslastung maximieren möchten
- Sie geringere Höchstleistung akzeptieren, aber hohe Flexibilität wünschen
FAQs: Rohrlaserschneiden
1. Welche Materialien kann ein Rohrlaser schneiden?
- Metals: Kohlenstoffstahl, Edelstahl (≤25 mm Wandstärke), Aluminiumlegierungen, Kupfer (erfordert Faserlaser)
- Non-metals: PVC, Kunststoff (erfordert CO₂-Laser)
- Profile: I-Träger, Winkel, elliptische Rohre
- ⚠️ Hochreflektierende Materialien (z. B. reines Kupfer) benötigen spezifische Laserwellenlängen
2. Welche Präzision ist mit Rohrlaserschneiden erreichbar?
- Standard: ±0,05–0,1 mm, gratfrei
- Hochwertig: ±0,02 mm für medizinische Anwendungen (mit Ultrakurzpulslasern)
- 💡 Tipp: Größere Durchmesser und ungleichmäßige Wandstärken verringern die Genauigkeit
3. Ist Rohrlaserschneiden besser als Sägen?
| Faktor | Rohrlaserschneiden | Traditionelles Sägen |
|---|---|---|
| Effizienz | 6-m-Rohr in 2 Min.; 8–20× schneller | Langsam, manuell zugeführt |
| Präzision | ±0,1 mm, keine Nachbearbeitung | ±1 mm, Schleifen erforderlich |
| Materialausbeute | Intelligentes Nesting spart 15–30 % | Fester Abstand = höherer Abfall |
| Flexibilität | Schnitte, Schlitze, Fasen in einer Maschine | Nur Schneiden; Bohren erfordert Zusatzgeräte |
Fazit: Laserschneiden ist in fast allen Fällen besser, außer bei extrem dicken oder kostengünstigen Szenarien.
4. Sind die Wartungskosten hoch?
- Faserlaser: ~15.000 €/Jahr
- Energieverbrauch: 25 % eines CO₂-Lasers
- Hauptverbrauchsmaterialien: Linsen (6–12 Monate), Düsen (1–3 Monate)
5. Kann es nicht-runde Rohre schneiden?
- Ja: quadratische, rechteckige, elliptische und unregelmäßige Profile
- Erfordert adaptive Spannsysteme und Mehrachsen-Rotationssysteme







